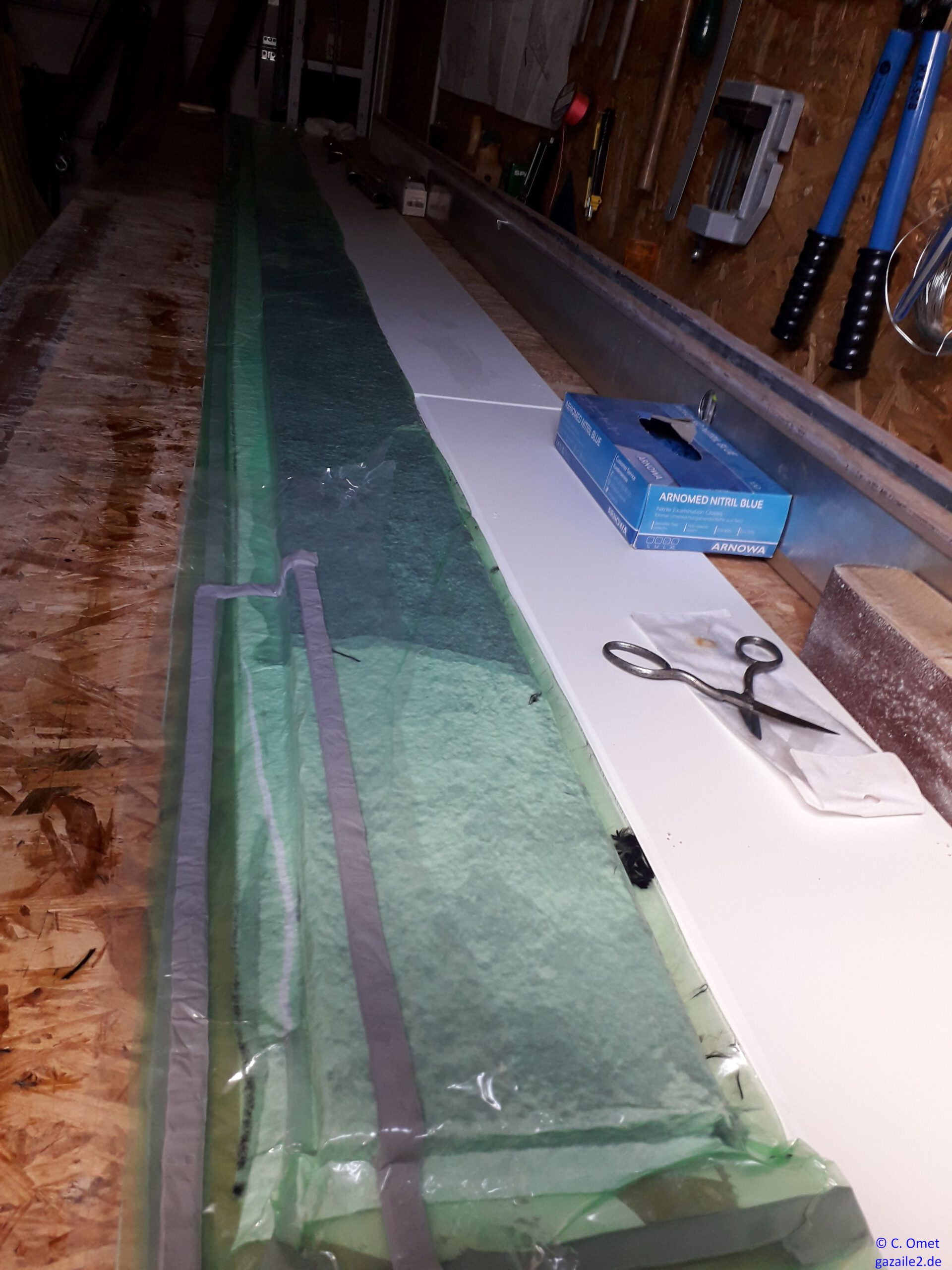
Nach der Prüfung werden die Flaperons fertig beplankt. Hierzu müssen alle innenliegenden Holzteile mal wieder mit (verdünntem) Harz versiegelt werden. Anschließend wird zügig und ordentlich Microballon- / Baumwollflockengefülltes Harz mit der Hilfe von jeweils einem Nachwuchs (Danke, Helena und Florian!) aufgetragen und das ganze Konstrukt während dem Aushärten ordentlich gepresst:



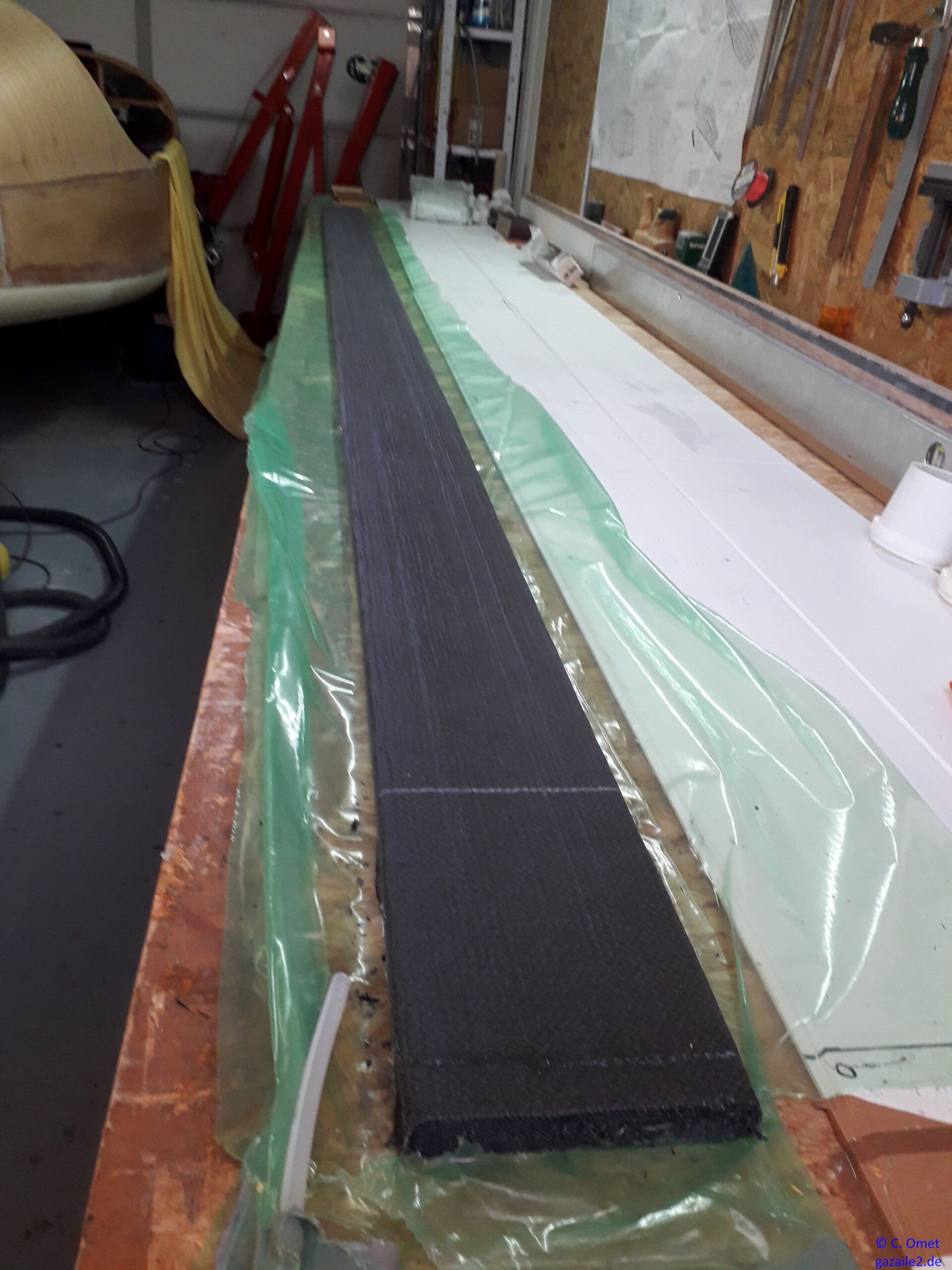
Abschließend werden noch Nasenleisten aus XPS angepasst, verklebt und auf Profilkontur geschliffen (mit Schablone!). Dann werden die Flaperons mit 105 g/m² Glasfasergewebe umwickelt.
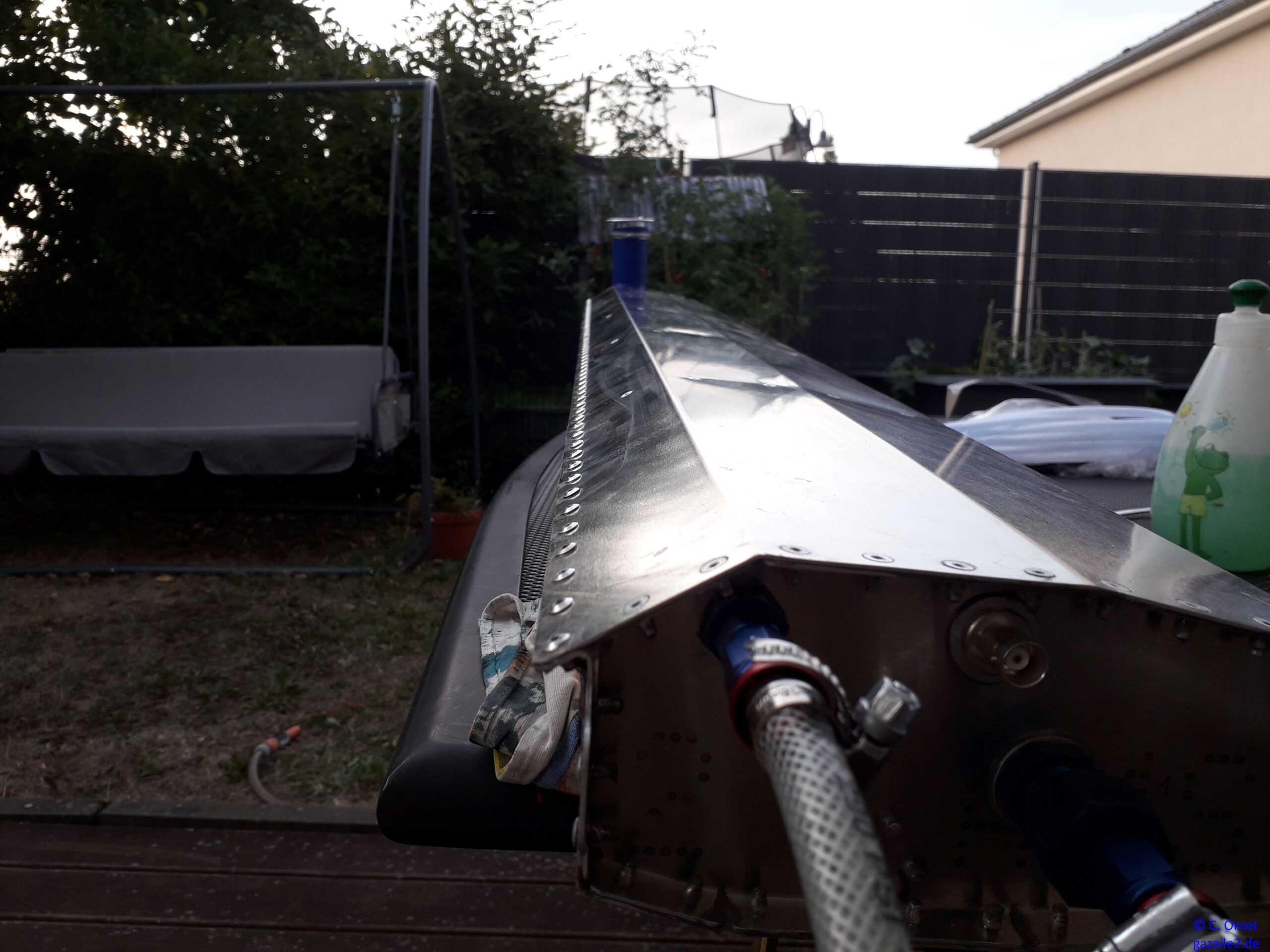
Zu guter Letzt müssen noch die Verbindungsbolzen herstellt werden (= aus Schrauben gedreht):

Das Lackieren kommt für den ganzen Flieger ganz zum Schluss dran, bis dahin bleiben die Flaperons zunächst mal in ihrer Helling.