Alle Einzelteile für die Gas- und Trimmhebel-Baugruppe gefertigt (11 Teile):
- Vorderer Halter mit Sitzbefestigung (1,5 mm AW 2017),
- Hinterer Halter (1,5 mm AW 2017),
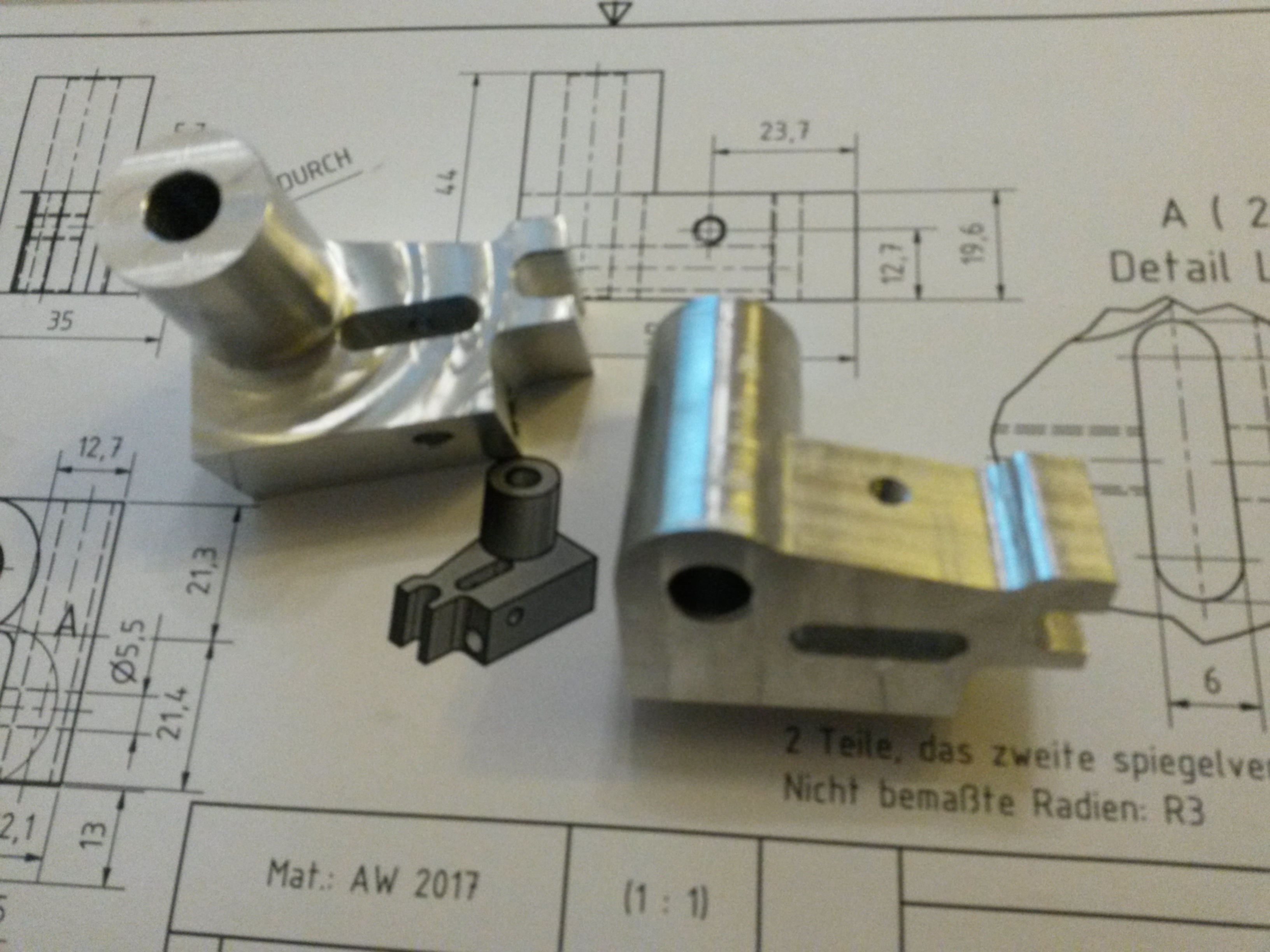
- Mittlerer Steg (aus dem Vollen gefräst, AW 7075) *),
- Seitliche Stege für Gas- und Trimmhebel (1,5 mm AW 2017)
- Neue Gas- und Trimmhebel (3 mm AW 2017),
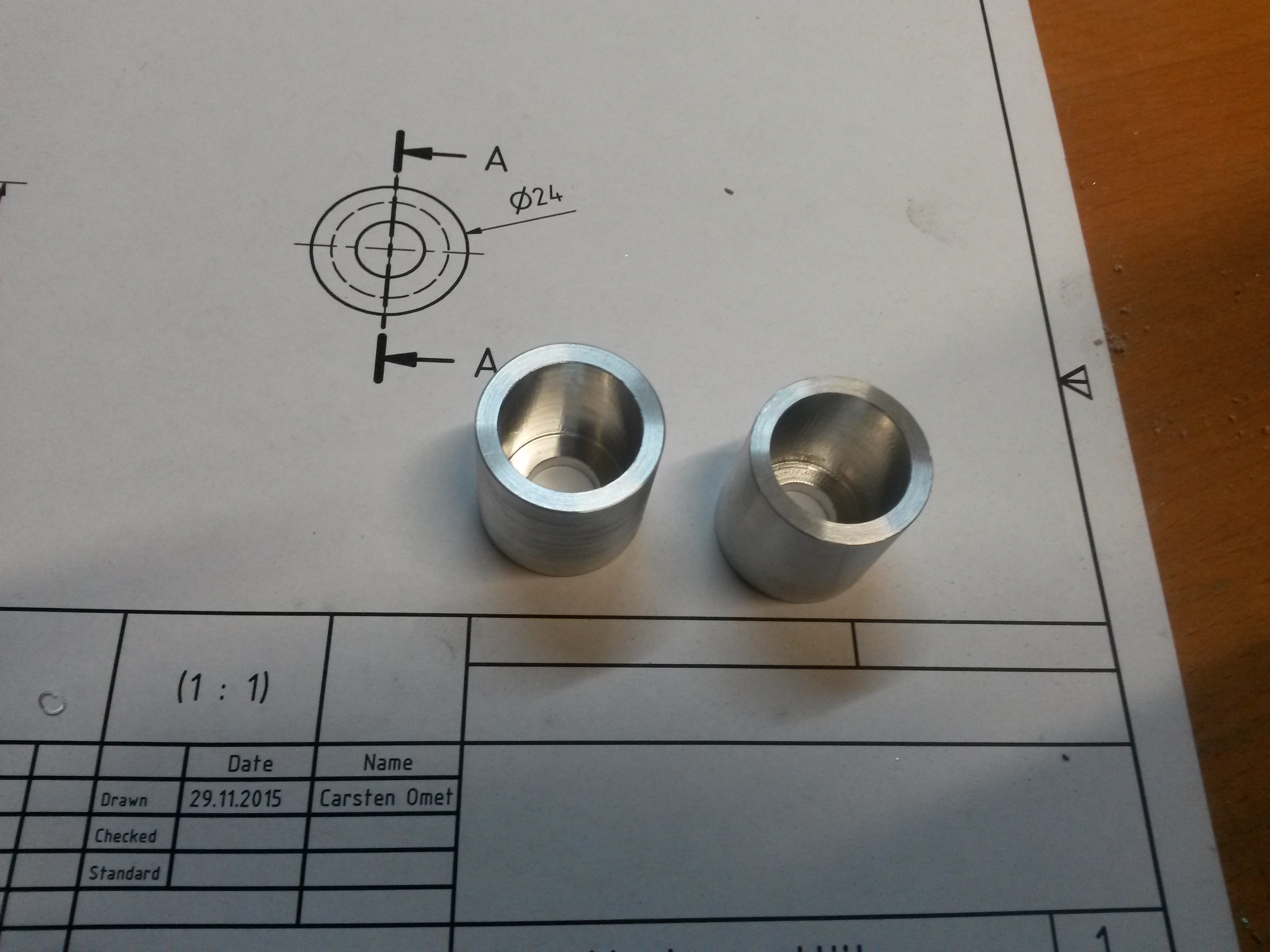
- Scheiben ∅20 (Nylon, 3/9 mm dick).
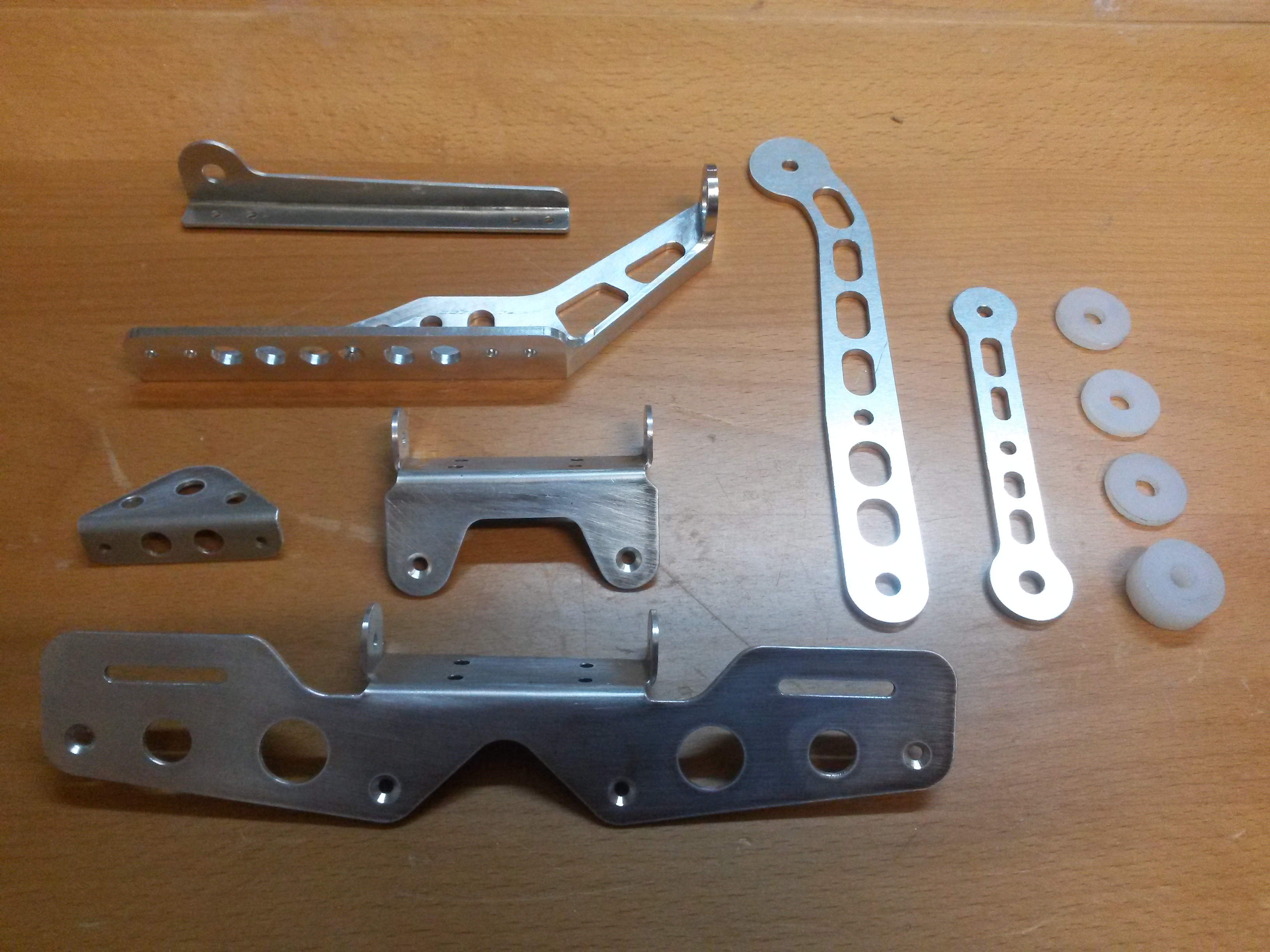
Gas- und Trimmhebel – „Bausatz“.
*) Für Nachahmer: Die Geometrie des mittleren sowie der beiden seitlichen Stege habe ich so verändert, dass
- die Steifigkeit der Höhenruder-Trimmung um mehr als einen Faktor 2,5 verbessert (Durchbiegung des Halters für den Trimm-Bowdenzug optimiert),
- der Gashebel beim Vollausschlag nicht durch Mutter und Schraube blockiert,
- der Bowdenzug durch die Lage der Anlenkbohrung im Trimmhebel möglichst wenig verbogen und
- das Gewicht gegenüber dem Original um ca. 30 g reduziert wird.

Gas- und Trimmhebel, provisorisch zusammengebaut.
Passt! 😀
Die unabhängige Einstellung der Beweglichkeit beider Hebel mittels der Spannscheiben ist hervorragend; von „fällt von alleine runter“ bis „kräftig drücken“ ist alles drin. Mal schauen, ob das später reicht (Vibrationen).
Die komplette Baugruppe wird später inkl. aller Anbauteile ~211 g wiegen (sagt zumindest das CAD, aber alle hergestellten Metall- und Nylonteile haben bis auf das Gramm genau ihr theoretisches Gewicht). Konsole und Tunnel werden an der Baugruppe mit Blindnietmuttern befestigt.
Ich denke mal, das war’s für dieses Jahr!