Bugradgabel ausgerichtet, mit den Löchern für den Flansch versehen, provisorisch montiert und notwendige Löcher zur Befestigung in die Rumpfbeplankung gesägt / gefeilt:

Bugrad provisorisch montiert.
Die Hauptfahwerksschwinge benötigt noch Löcher für die Achsenbefestigung. Diese mit peinlich genau ausgerichteter Schablone gebohrt:

Bohren der Achsenbefestigung.
GFK frisst Bohrer, und zwar schnell: pro 3 Löcher 1x Bohrer nachschleifen… Danach die Schwinge mit reichlich angedicktem Harz an die korrekte Achsenlage angepasst (ohne Bild).
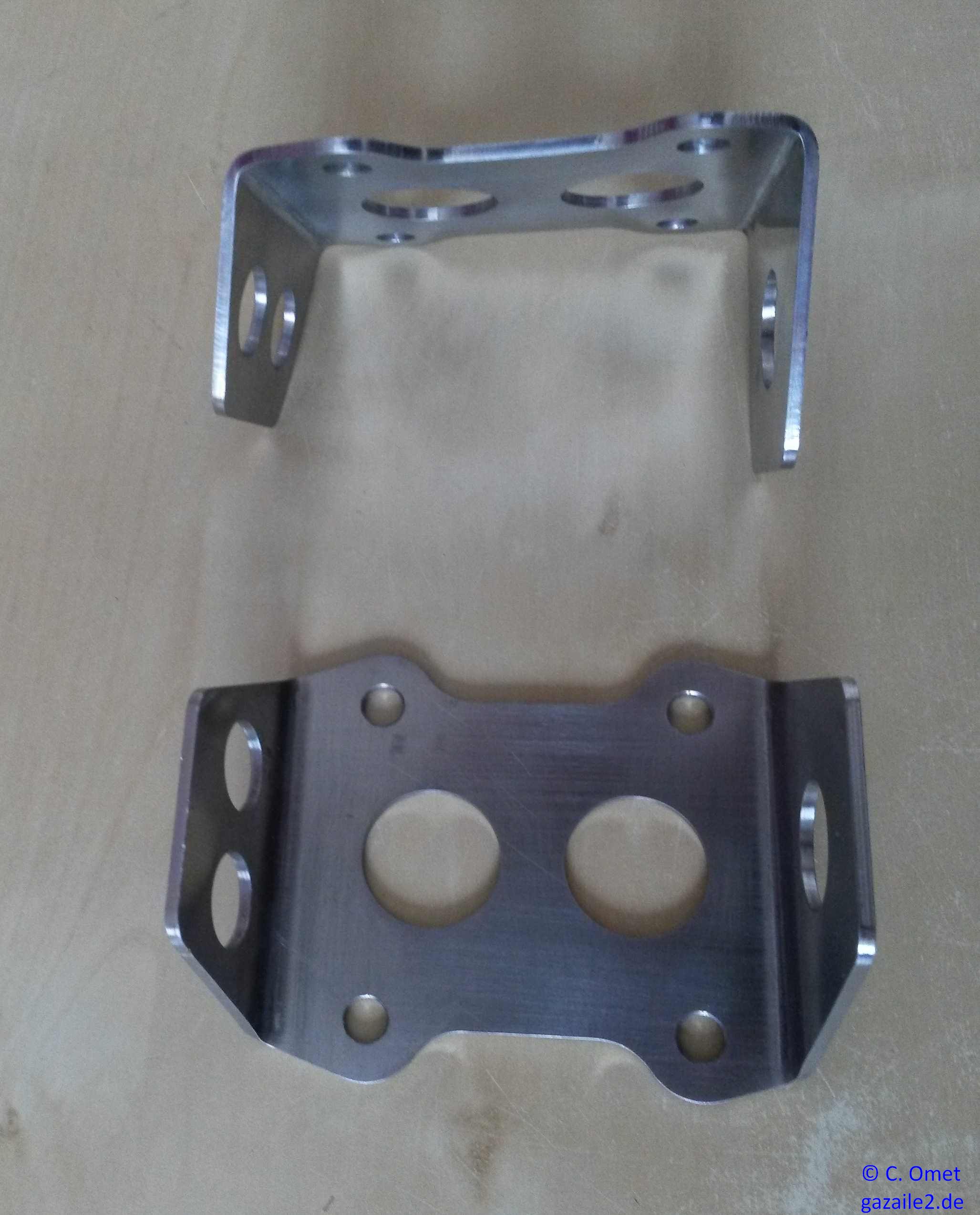
Die Bremsscheiben werden an meinen Felgen mittels Edelstahl-Blechlaschen schwimmend gelagert. Dazu zunächst zwei einfache Biegevorrichtungen aus Alu (ja, das reicht) für die gelaserten Blechlaschen (Danke, Mario!) hergestellt. Dann mit dem Gummihammer 80 ST Laschen in die finale Form gebogen. Wer wissen möchte, wie so etwas 100% reproduzierbar geht, hier ist es Schritt für Schritt:
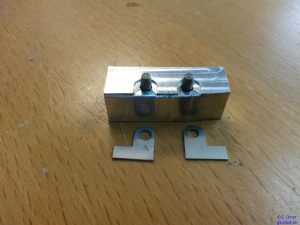
Bleche biegen (I).

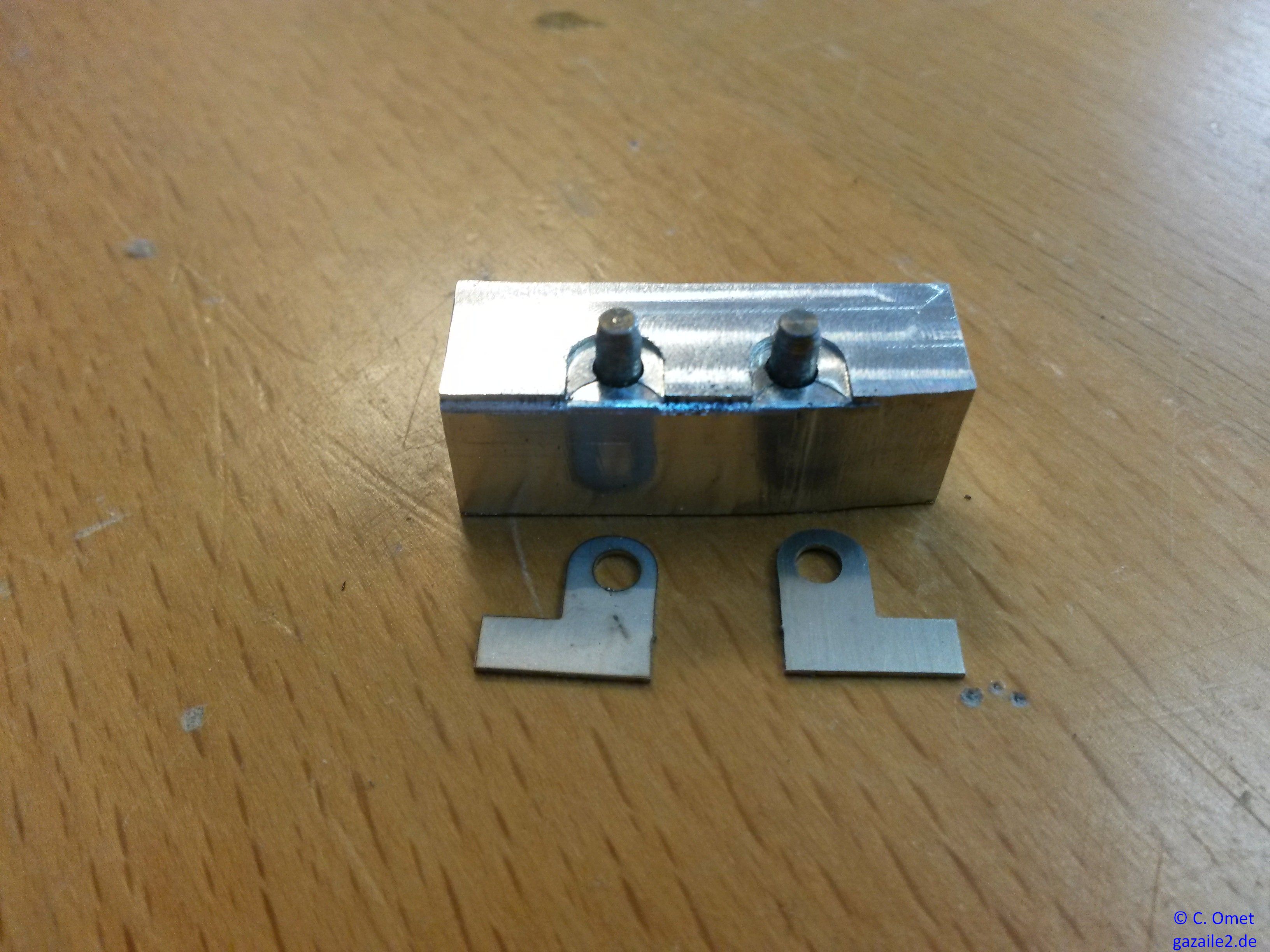
Bleche biegen (II).

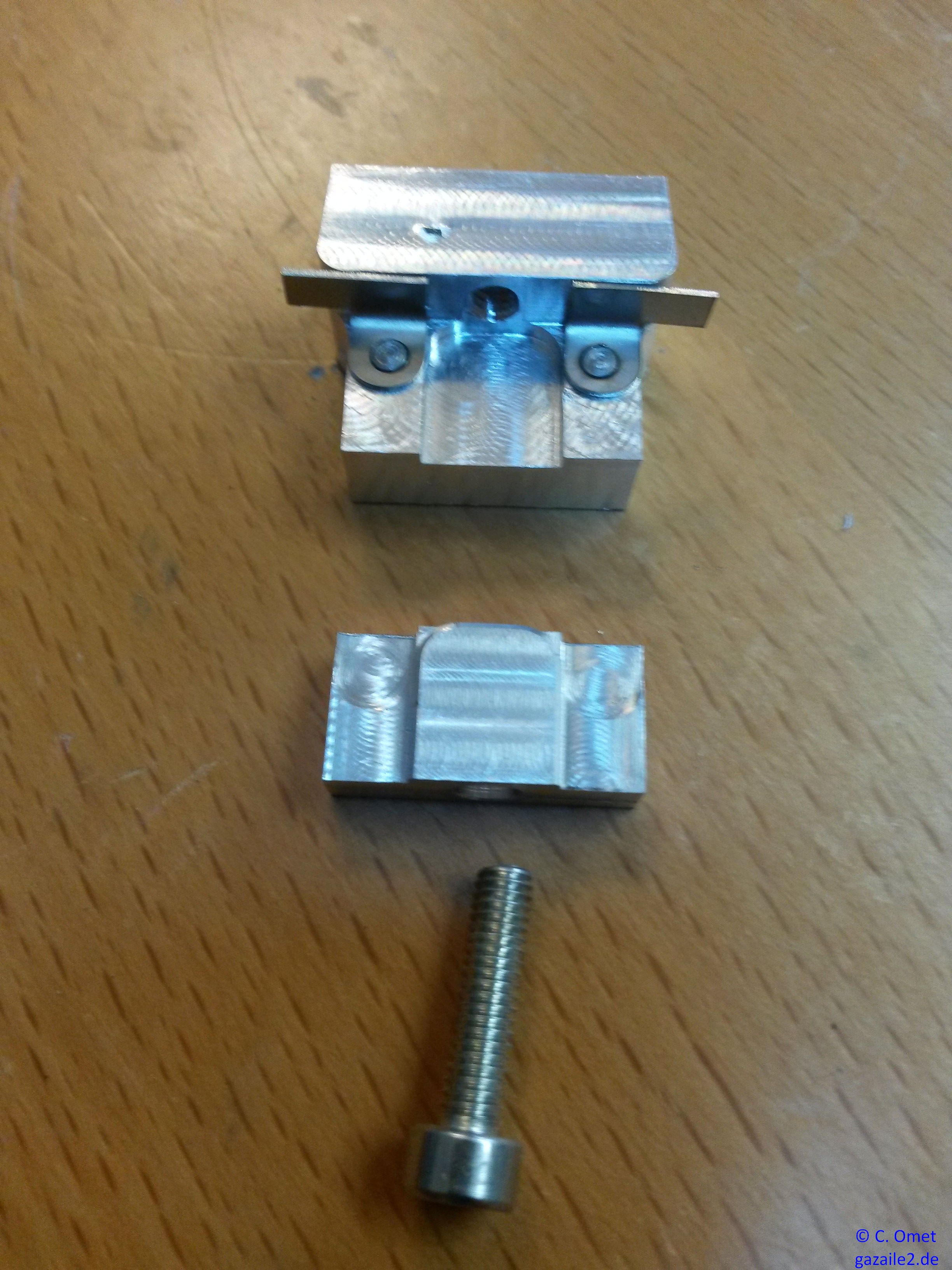
Bleche biegen (III).

Bleche biegen (IV).

Bleche fertig gebogen.
Dann die Bremsscheibe entgratet und eingepasst (ich habe die Toleranzen der Felge etwas zu eng gehalten, da muss die Scheibe 1/10 mm abspecken). Lustiges Suchbild: Im folgenden Bild gibt es (Normteile und die o.g. Blechlaschen ausgenommen) nur 3 Kaufteile:

Fertiges Hauptrad!
Als wäre es so konstruiert worden… 🙂 Alle M2,5-Schrauben mit Loctite mittelfest gesichert.