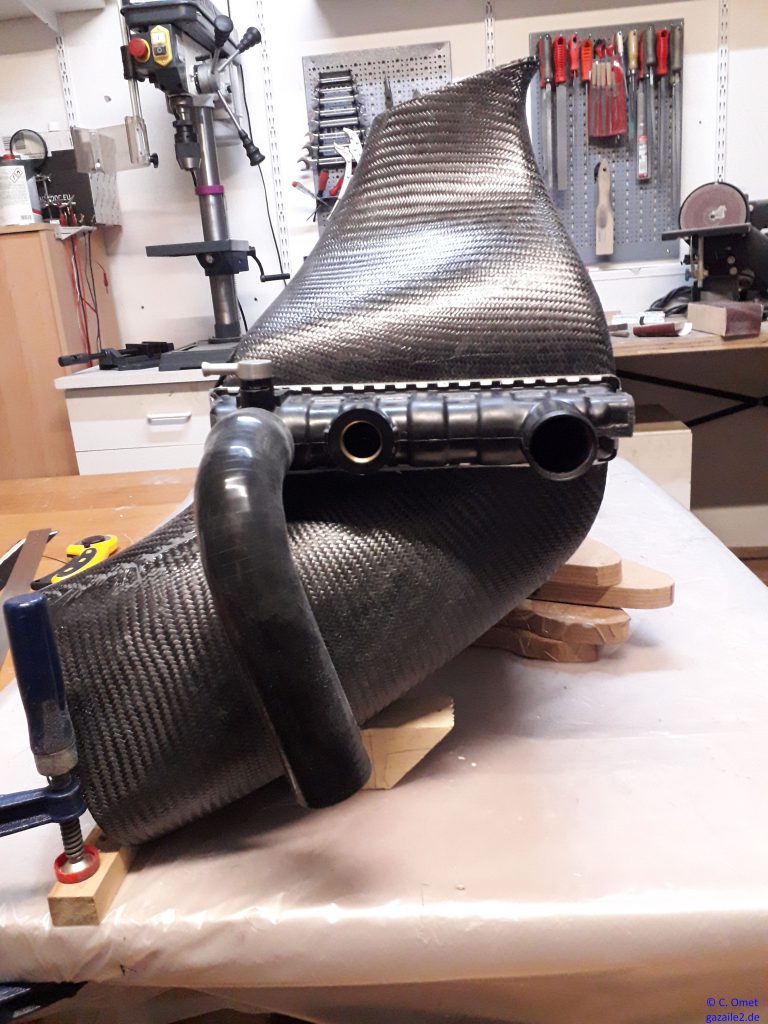
Die originale für den Motor ist aus Stahl und damit v.z.s. (viel zu schwer). Sie wird also aus CFK hergestellt. Dazu habe ich das Hochtemperaturharz Sicomin SR1660/SD7820 verwendet. Man muss es, genauso wie die Form, ordentlich vorwärmen (auf 40 °C), dann stimmt auch die Viskosität wieder. Das Ergebnis lässt sich so super entformen…
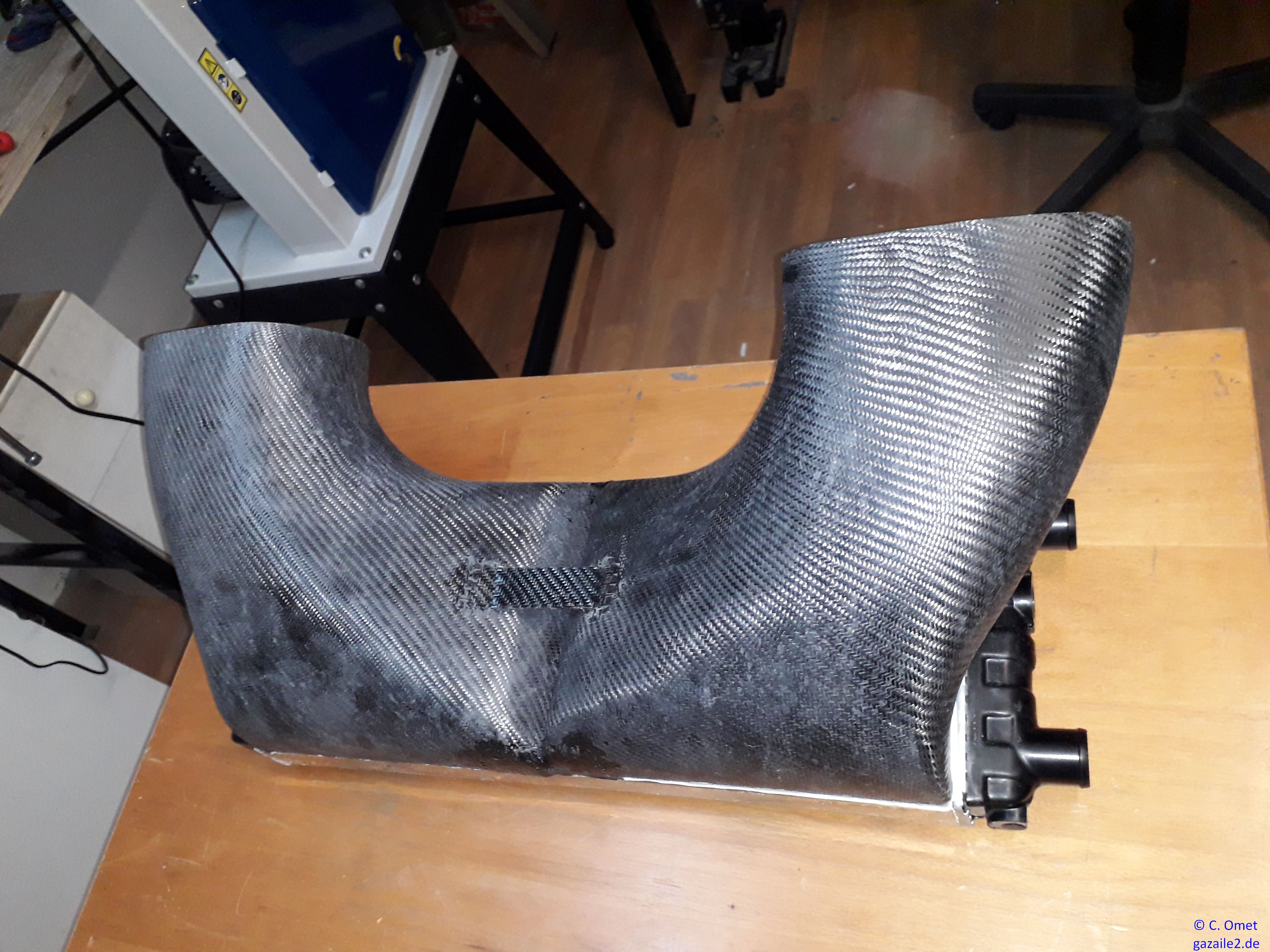
… so dass man einfach jede Gewebelage voneinander abziehen kann!
Das Harz war auch nach zwei Tagen Aushärtung bei Raumtemperatur extrem spröde und sowas von nicht flexibel, so dass es bei der kleinsten Bewegung des Gewebes in winzigste Kristalle zerbröselt ist. Ein Ziehen an der ersten Seite hat den Rand sofort delaminiert. Durch Klopfen an die Form und die üblichen Tricks hat es sich natürlich auch nicht entformen lassen. *grrr*
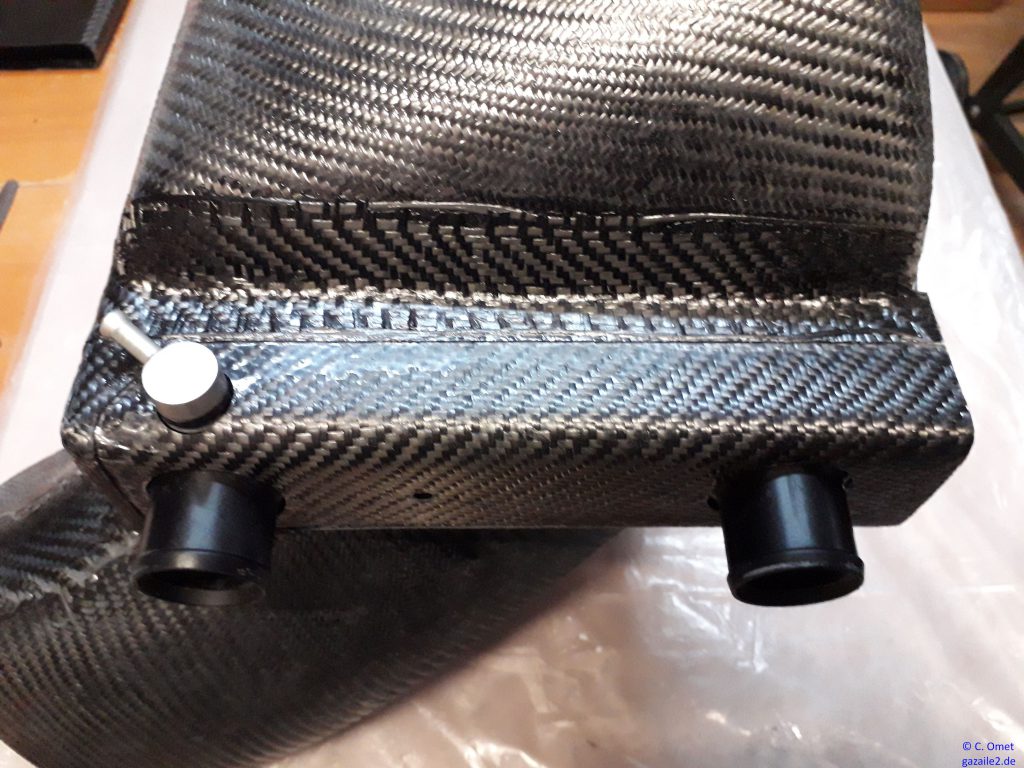
Also noch einmal laminieren… Diesmal bei 8h @ 60 °C vorgetempert und erst danach entformt, was gut funktioniert hat. Lagenaufbau (von außen nach innen): 2x 163 g/m² Glas, 200 g/m² Kohle, 163 g/m² Glas. Auf den Rand wird eine (vorher mit Trennwachs und PVA behandelte) Glasscheibe aufgelegt, dann wird dieser spiegelglatt.


Das kleine Loch in der Ecke dient zum Ablassen des Öls. Dort wird auch der Öltemperaturfühler eingeschraubt: