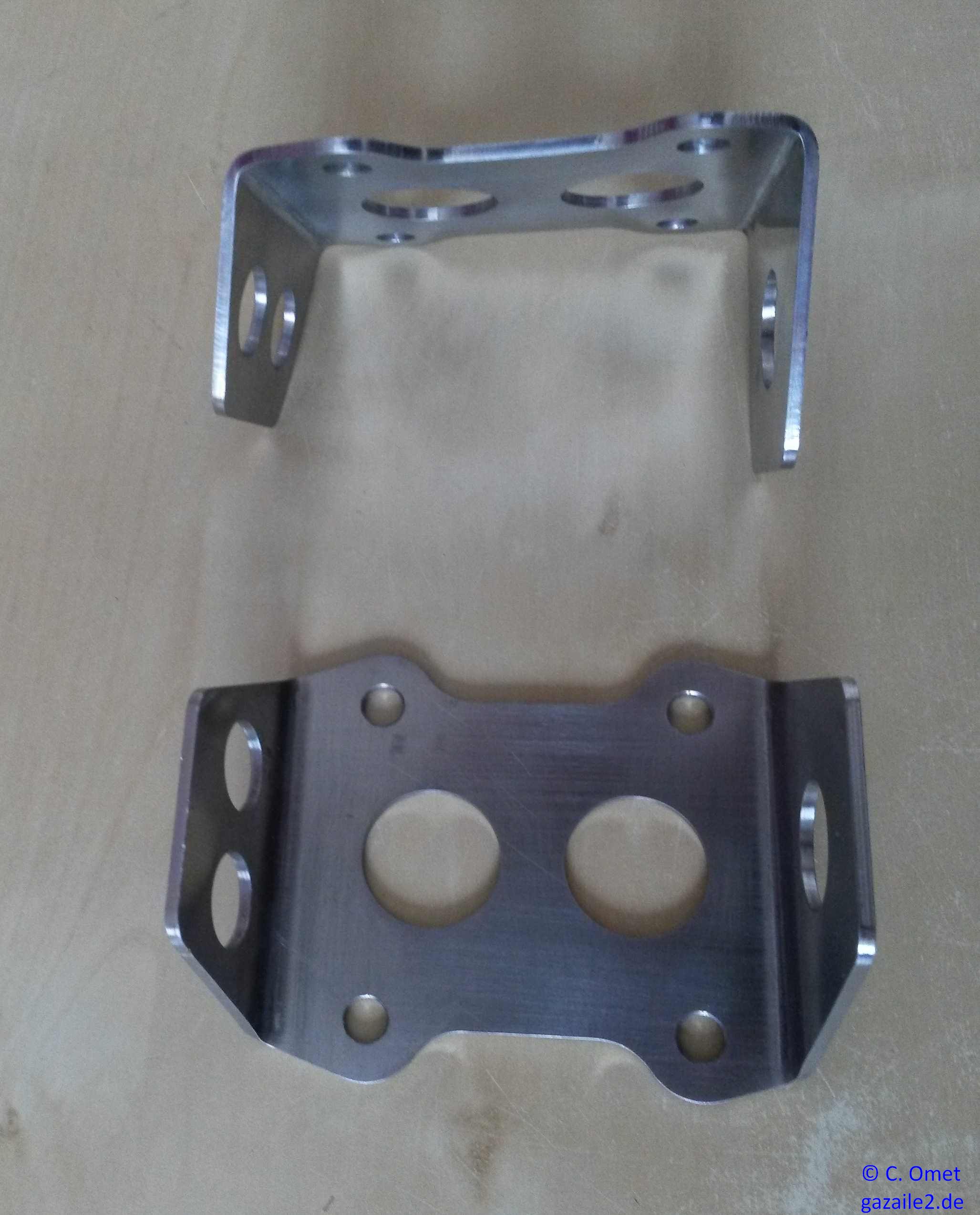
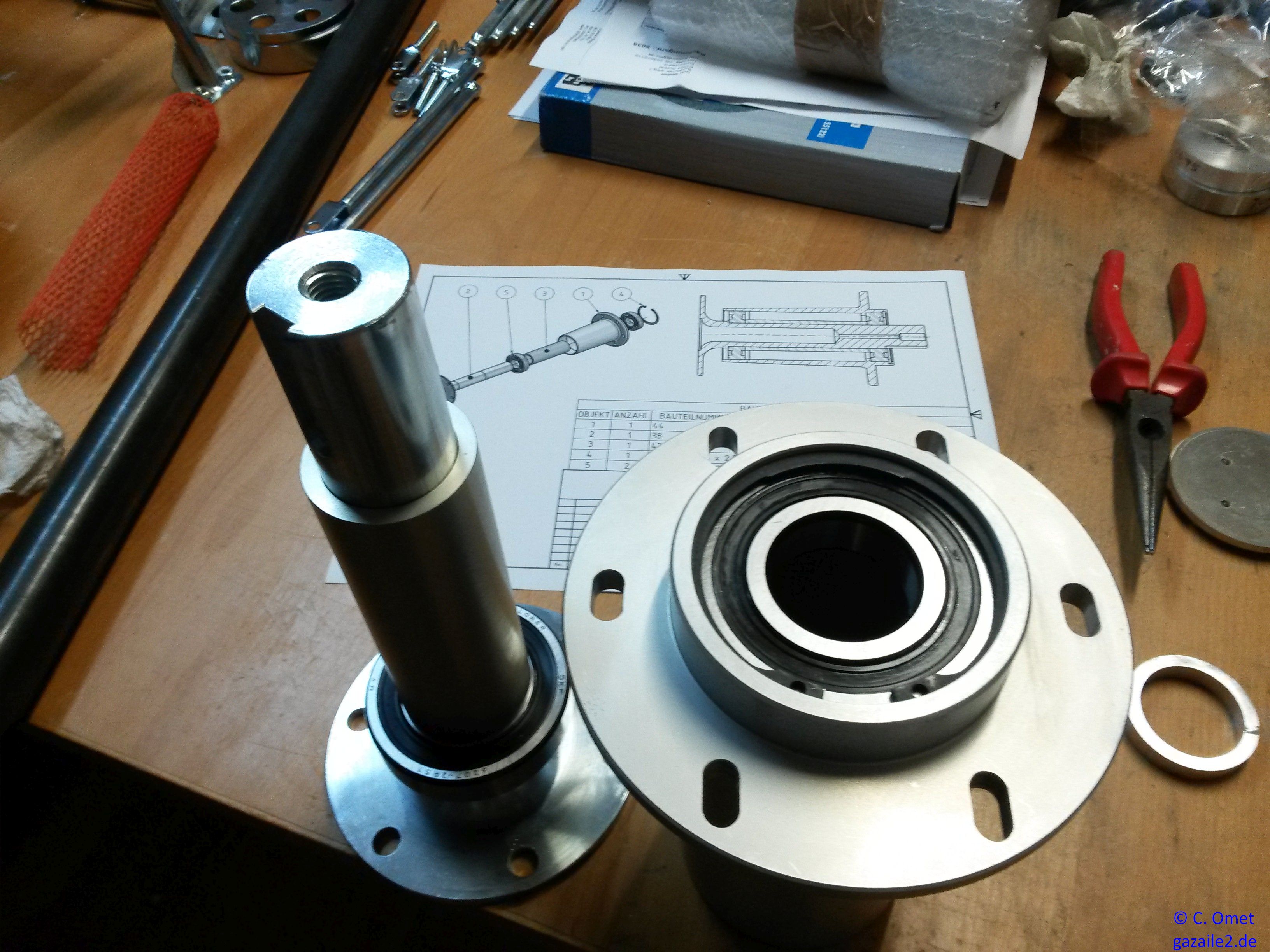
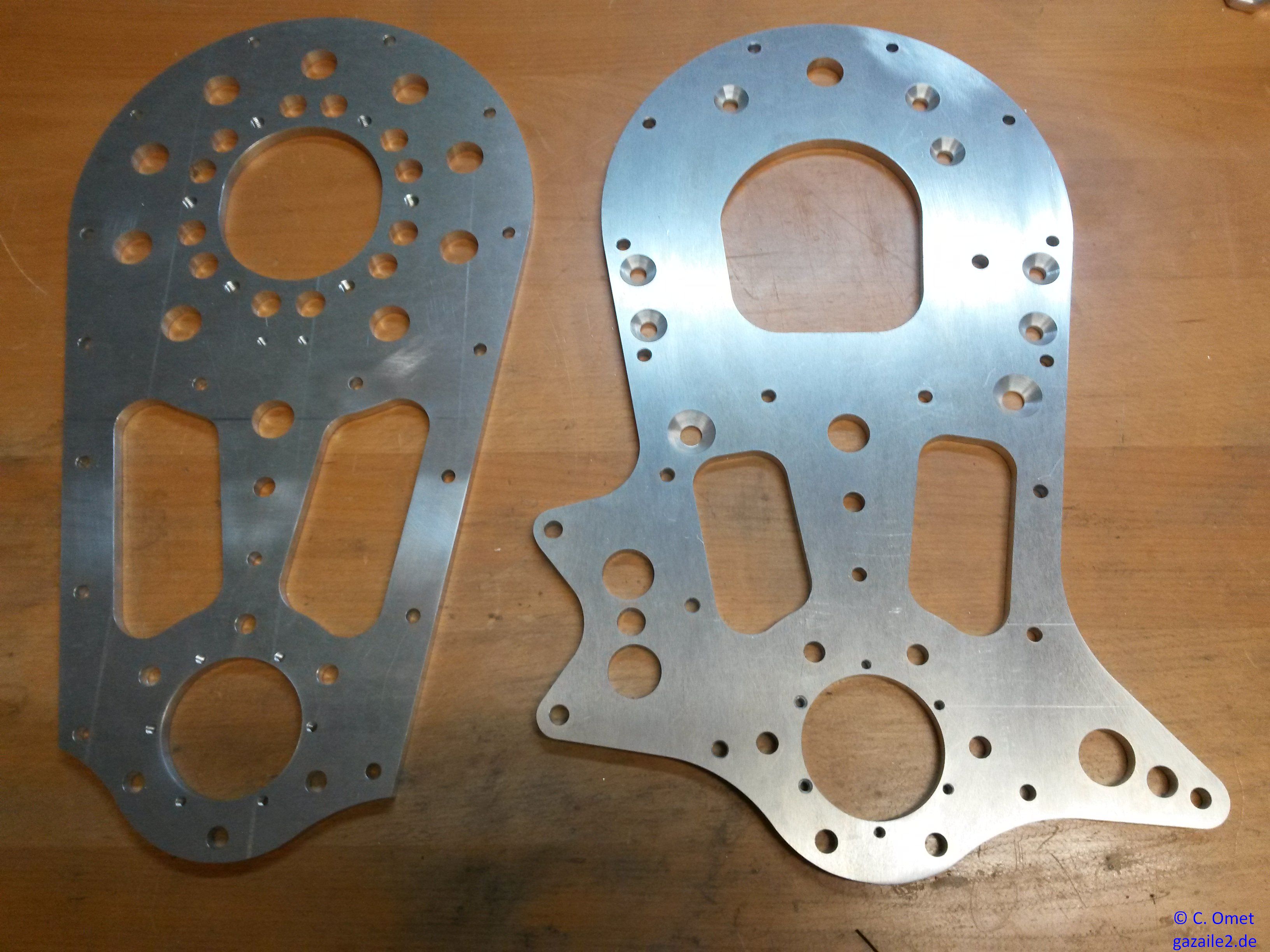
Untere Motordämpfer in die Halterungen verpresst. Dann die Dämpfer mit 4 mm Blindnieten in den Halterungen gesichert. Diverse Löcher für obere Motorhalterungen in C0 gebohrt und alles probemontiert:

Motorhalter.
Die Trimmung wird bei mir elektrisch mit Firgelli L12-50-210-12-I realisiert. Der Antrieb wird auf ein kleines Klötzchen geschraubt, welches auf dem Hauptholm sitzt. Zur Befestigung der AWG22-Kabel (TEFZEL) zur Trimmung und für’s ACL habe ich Kabelsockel verwendet und diese mit angedicktem Harz auf den linken Hauptholm geklebt (danke für den Tipp, Mario!).

Detail Trimmung.
Angefangen, Seitenruder und Dämpfungsflosse aneinander anzupassen. Der in den Plänen angegebene Beplankungs-Überstand von 30…35 mm hinter der feststehenden Dämpfungsflosse ist viel zu üppig, damit kann man das Ruder gar nicht bewegen. Dieser muss auf 22-25 mm reduziert werden (längere, aber einfache Arbeit).

Seitenruder ist dran!