Einige überaus erfolgreiche Tage liegen hinter mir. 🙂
Zuerst musste der Prüfer mal wieder herhalten und viele Einzelteile (>100) abnehmen. Die waren soweit OK, lediglich ein Teil wurde berechtigterweise bemängelt (da war an einer Abkantung ein Riss, den ich selbst nicht gesehen hatte). Danach alle Aluteile flugs zum Eloxieren und die Stahlteile zum Verschweißen gebracht.
Der Eloxierer hatte einen halben Tag später schon alle Teile fertig, so dass das Kontrollsystem nun konkrete Formen annehmen kann!
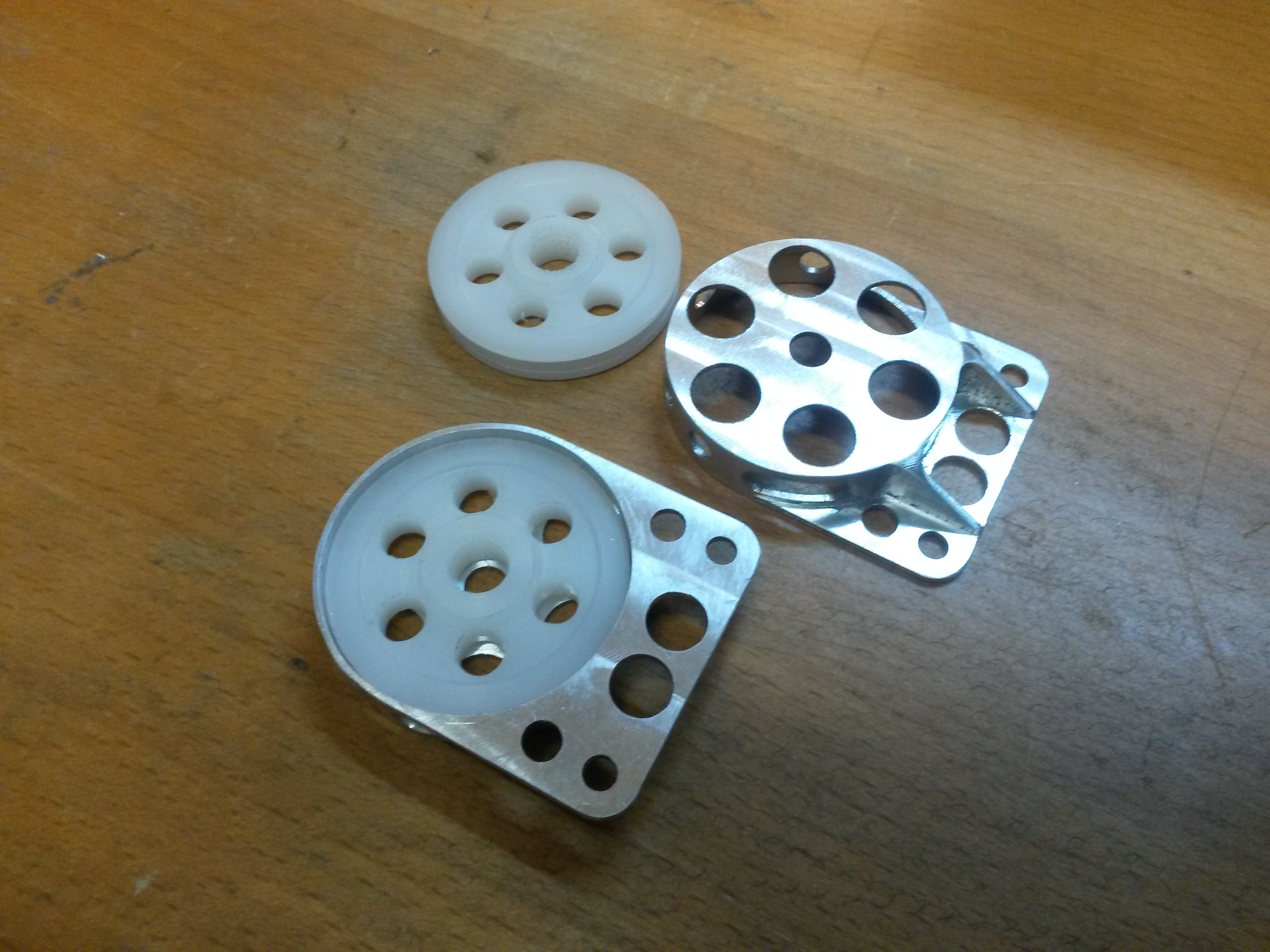
Zunächst den Gas- und Trimmhebel nebst zentraler vorderer Sitzbefestigung zusammengebaut bzw. vernietet:
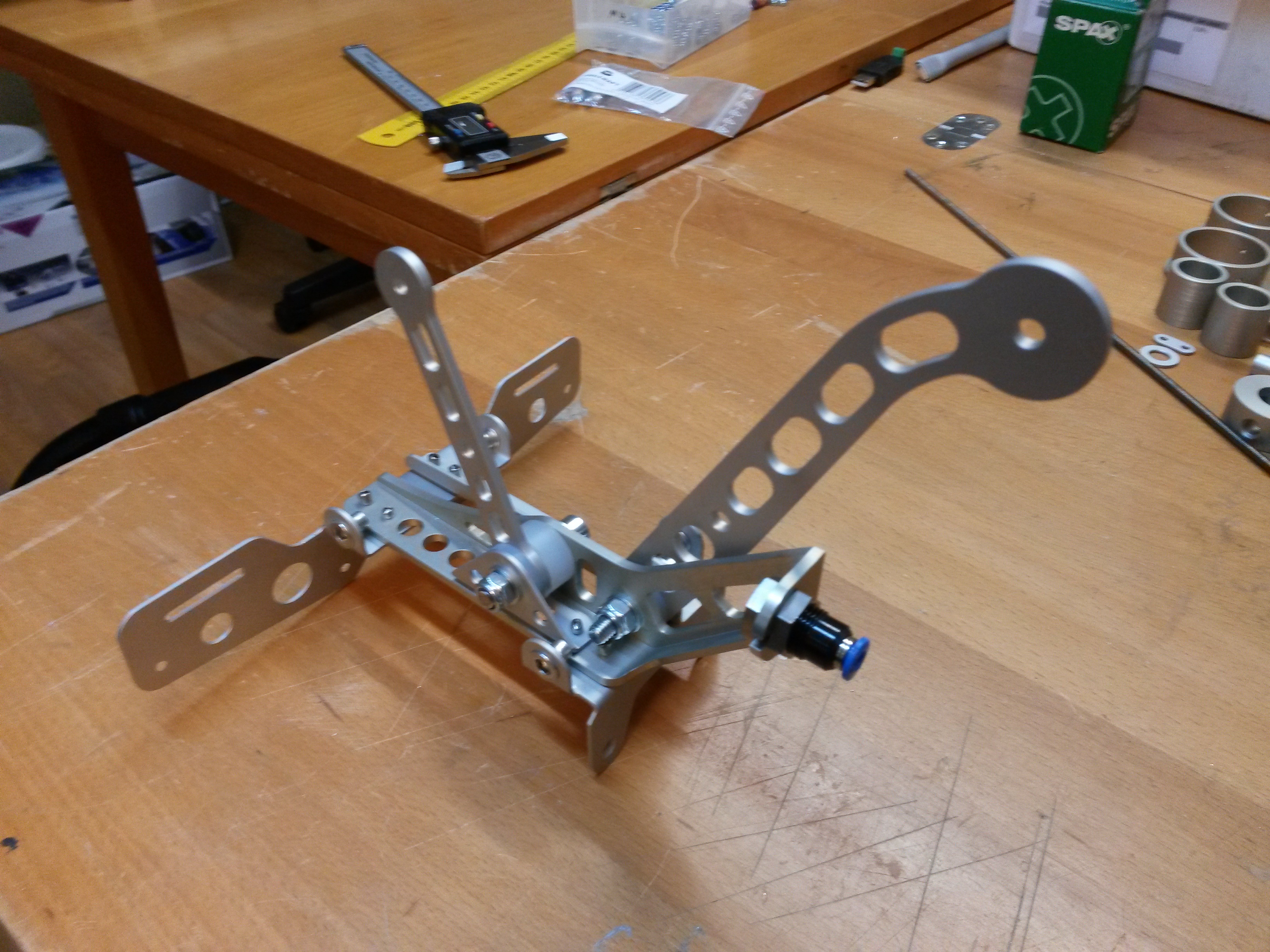
Gas- und Trimmhebel.
Dann alle Flansche und Anschlagringe auf dem Klappen-Verbindungsrohr peinlich genau ausgerichtet und im Rumpf auf Passung (+Bewegungsspielraum!) geprüft. Dann die Kugelgelenklager GE6UK in die „Ohren“ eingepresst und verstemmt. Anschließend die Löcher für die Anbauteile in das Rohr gebohrt, mit Metallkleber verklebt sowie mit Blindnieten vernietet:

Klappen-Verbindungsrohr, zusammengebaut.