Als Luftsportbegeisterter beschäftige ich mich seit ich 12 bin, mit der Modellfliegerei. Später erfüllte ich mir mit 18 meinen Traum vom Selberfliegen mit dem PPL-B (Motorsegler). Nun, zum Jahreswechsel 2013/2014, geht es mit dem eigenen Flugzeug weiter!
Die Hilfsholme bedurften noch einiger Behandlung, damit sie der Profilkontur richtig folgen. Das ist eine längere Schleifarbeit:
Hilfsholme zugerichtet.
Ach ja, wie man auf dem Bild am Rand sieht, habe ich die Negativform für das Verkleben der Tragfläche ebenfalls schon vorbereitet und die Beplankungen schon mal reingelegt, damit sie allmählich die richtige Form annehmen. Das Verkleben startet aber erst, wenn alle notwendigen Teile dafür beisammen sind. Die vorderen Halbrippen fehlen noch…
Schon länger nichts mehr am Flieger getan, das muss sich ändern…
Langwierige Aktion: Das notwendige Holz (Red Cedar) besorgen. Zig E-Mails und Telefonate später hatte schließlich ein Lieferant für Gitarrenbauer eine ordentliche Planke, die auch lang genug war. Einmal zersägt, winkelig abgeschnitten und dann V-förmig ausgehöhlt:
V-förmige Aushöhlung Nasenleiste.
Anschließend zusammengeklebt…
Verklebung Nasenleiste.
Nasenleisten fertig verklebt.
…und die notwendigen Vorkehrungen zur Anbringung der Beschläge ausgeführt:
… davor noch „schnell“ mal die Holme an die benötigten Maße angepasst (mittels der Holmdummys) und den Rumpf an den richtigen Stellen aufgeschnitten. Das ganze Prozedere geht nur außerhalb der Werkstatt (= Garage), da … nun ja, die Spannweite geringfügig größer ist als die Breite der Garage.
Da auch mit noch so guten Vorlagen (Holmdummys) die Position der Bohrungen nie 100% stimmt, müssen die vorgebohrten Löcher passend gemacht werden. Danach peinlichst genau noch einmal alle Winkel überprüft (sowohl V-Form als auch Einstellwinkel) und die Buchsen mit angedicktem Harz eingeklebt. Das ist ein Spaß für die ganze Familie, denn die Buchsen sitzen mit einer H7-Passung sehr genau auf den Hauptbolzen, d.h. man muss sie mit eingeschobenen Bolzen verharzen. Dabei darf kein Tropfen Harz auf die Bolzen kommen, sonst bleiben die endgültig drin und die Holme sind nicht mehr abnehmbar…
Schlussendlich hat es geklappt, und zwar mit Abreißgewebe auf der Holmseite und WD40 auf der Bolzenseite als Trenn- und Schmiermittel:
Holme in Position.
Buchse (1).
Buchse (2).
Nächster Halt: Holme mit CFK-UD-Gelege an den Positionen der Bolzen verstärken und tempern.
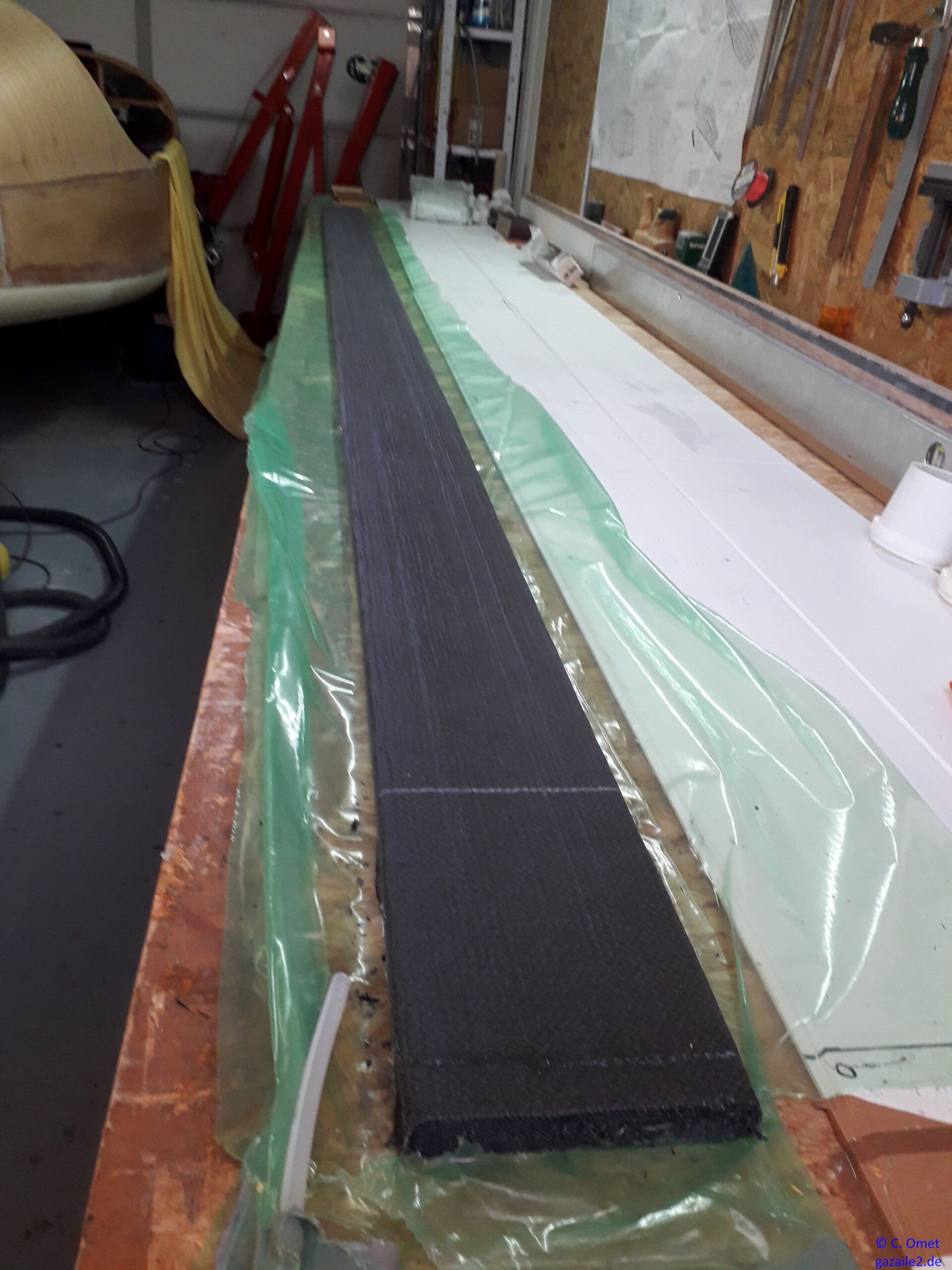
Die Holme mussten noch in Kohlefaser eingewickelt werden:
Vorbereiteter Holm.
Die Holmstege bestehen aus 45° 400 g/m² Kohlefaser-Diagonalgelege. Diese werden (bis zu 3-lagig im Innenbereich) im Vakuumpressverfahren nass-in-nass aufgebracht (jeweils eine Seite zu einer Zeit)
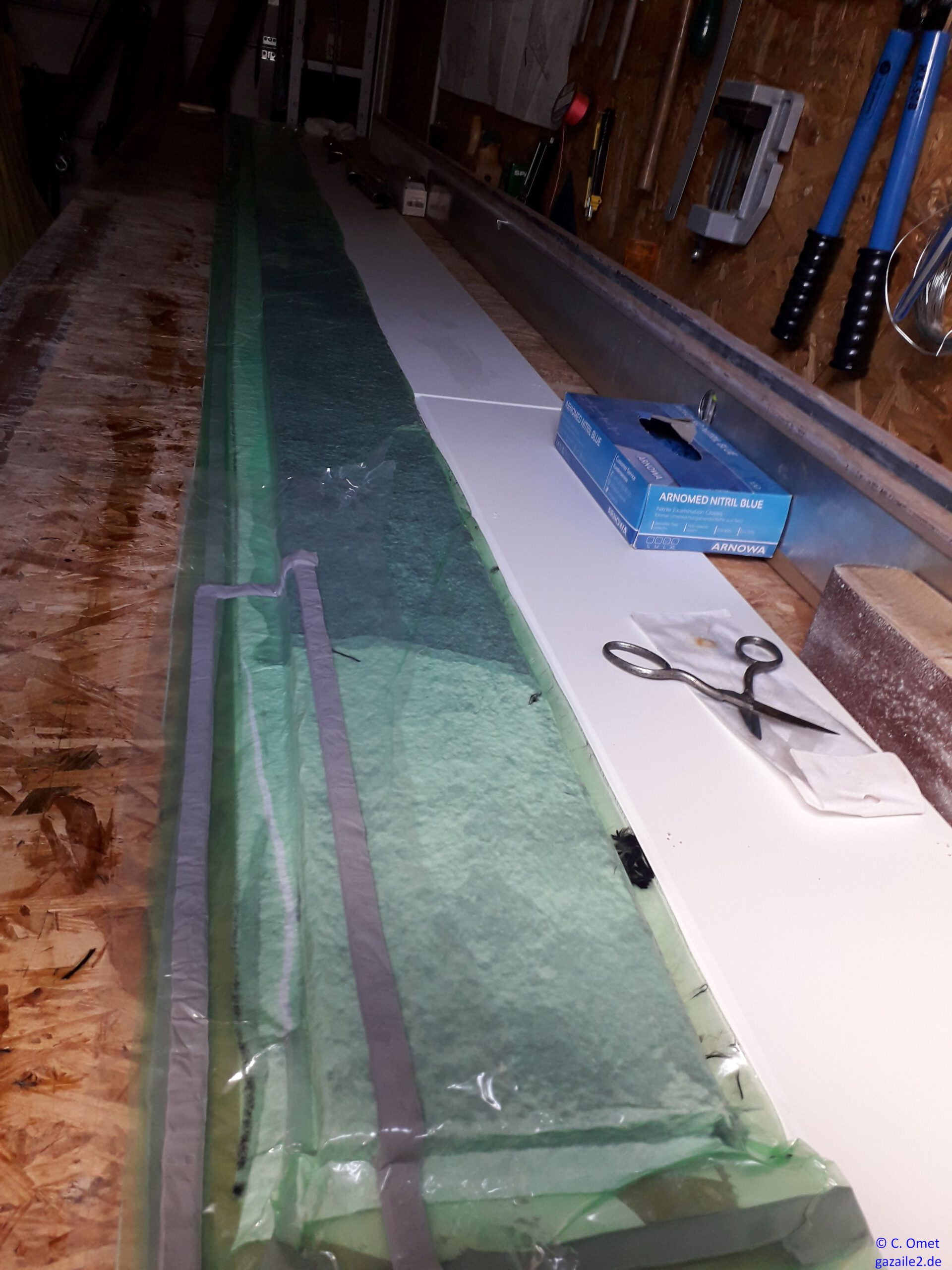
Hierzu zunächst die Helling vorbereitet, um 1° Verwindung zwischen Flächenwurzel und -Spitze einzustellen:
Verwindung im Rumpf bis zur Flächenwurzel (0°).
Verwindung Flächenspitze (1°).
Danach die Holme sauber abgeschliffen, die Holzteile wie immer mit einem leicht stumpfen Sägeblatt angeritzt. Anschließend mit Harz bepinselt, mit dem o.g. Kohlefasergelege belegt und satt mit Harz getränkt – überschüssiges Harz wurde nach der Durchtränkung mit dem Spatel wieder abgezogen. Zu guter Letzt das Abreißgewebe und Saugvlies darüber gelegt (im Innenbereich dürfen es ruhig zwei Lagen sein) und in schließlich in Folie eingesackt.
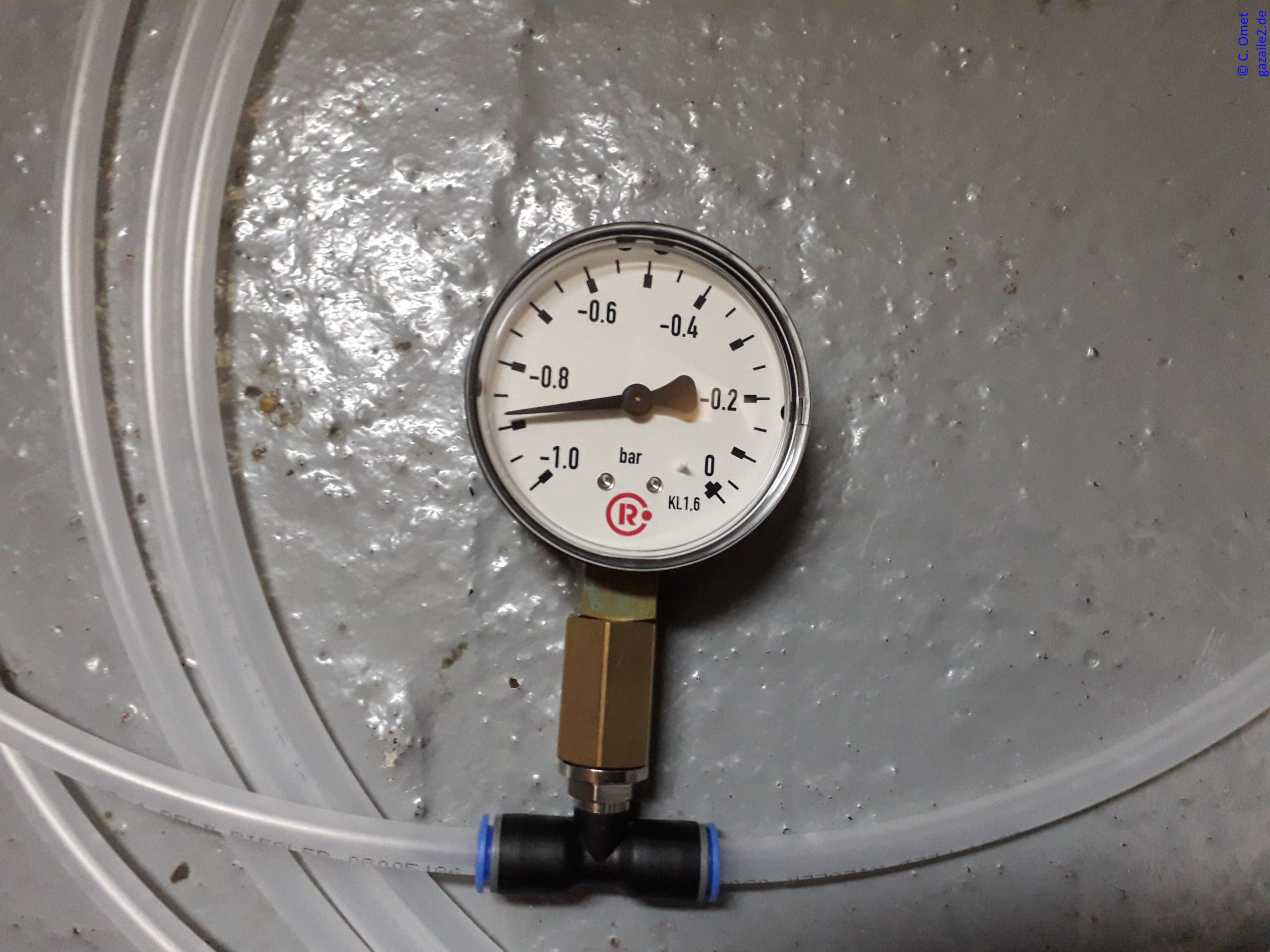
Das ganze zunächst 24 h bei Unterdruck aushärten gelassen:
Eingesackt!
Unterdruck während Aushärtung.
Danach den Holm entformt, besäumt und beschriftet. Das Beschriften ist wichtig, da die oberen und unteren Holmgurte nicht symmetrisch sind; zudem gibt es aufgrund der Verwindung nun einen linken und einen rechten Holm.
Entformt.
Anschließend wird das ganze Prozedere mit der Gegenseite des gleichen Holms und mit dem anderen Holm wiederholt.
Was jetzt noch aussteht, ist das Einbringen der Hauptbolzen-Buchsen. Um die einzupassen, muss der Rumpf zunächst aus der Garage raus (Garagenbreite << Spannweite!) und das Wetter dazu passen…
Danach folgt dann die Temperung der kompletten Holme.
Da die Tanks nicht flächig durch die Tragflächenstruktur gestützt werden, sind diese nach Bauvorschrift mit 24 kPa Druck auf Dichtigkeit zu testen. Das entspricht einer Wassersäule von 2,45 m. Also einen Punkt am Haus gesucht, welcher dieser Höhe entspricht – dann kann’s ja losgehen…
2,45 m Wassersäule.
… aber nicht so schnell, denn das Dichtmittel muss erfahrungsgemäß einen Monat lang durchtrocknen!
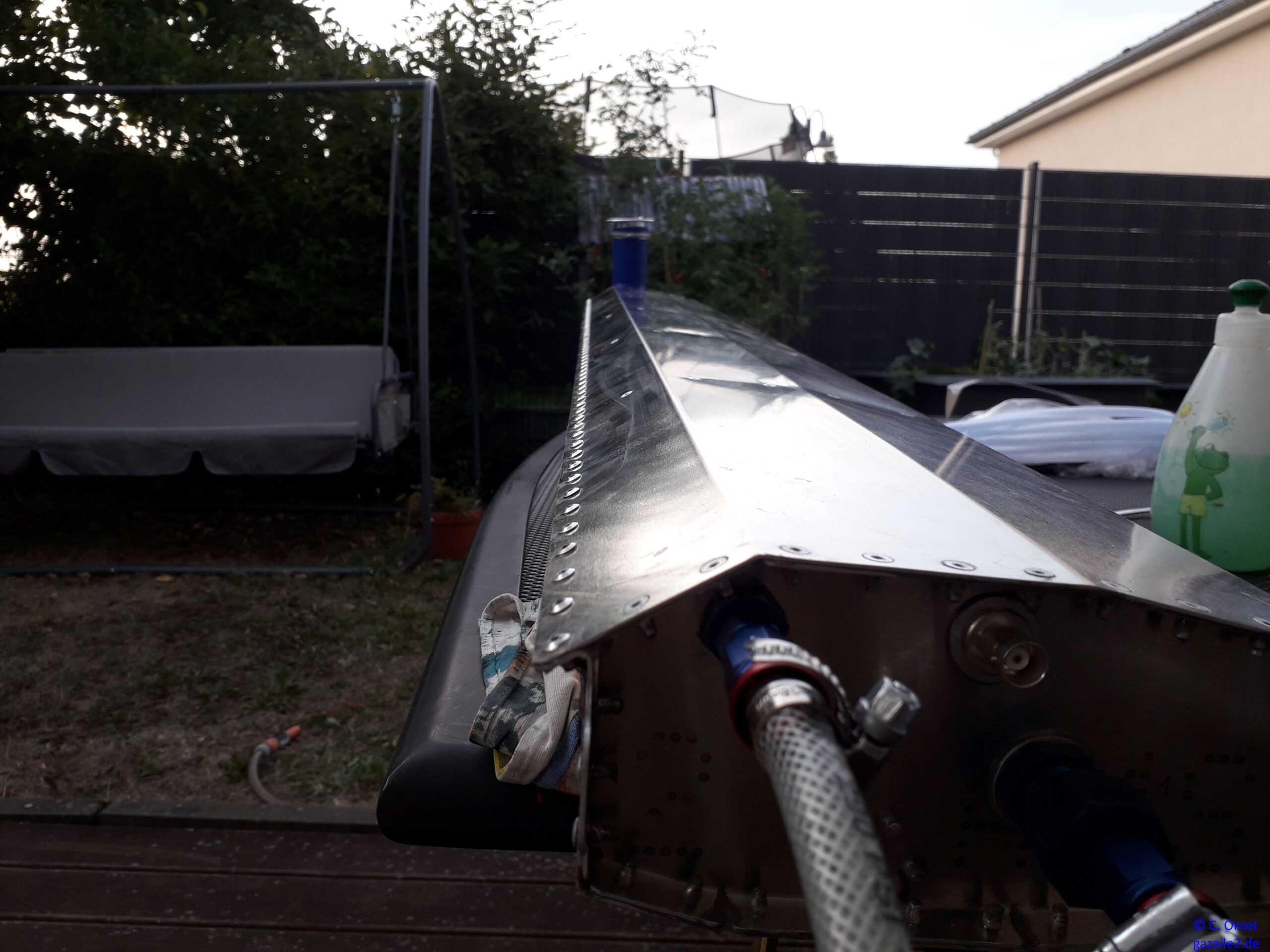
Als es dann endlich soweit war, lange Schläuche an die Entnahme- und Entlüftungsstutzen angeschlossen, die Rücklaufleitung dicht verschlossen, Tankeinfüllschlauch und -Deckel befestigt und den Druck dann langsam aufgebaut.
Erste Ernüchterung: Beide Tanks haben ein Leck. Und zwar nicht nur mit einem Tropfen pro h, sondern gleich ein richtiges mit „Bächelchen“.
Undichte Stelle am Tank.
Also die Tanks gut durchgetrocknet, die Dichtmasse an den Leckagestellen fein durchbohrt und mit einer Spritze neues Dichtmittel reingedrückt.
Tipp für Nachahmer: Bei der Abdichtung mit einer starken Taschenlampe durch den Befüllstutzen in den Tank leuchten, dann sieht man etwaige Fehlstellen ziemlich gut.
Dann wieder einen Monat warten…
… und erneut Druck aufbauen. Große Erleichterung; diesmal ist alles dicht, die Tanks halten den Druck einwandfrei.
Konstanter Füllstand (mit Edding markiert).
Bei maximalem Druck ist die zu 2 mm berechnete Ausbauchung jenseits der Baffles gut zu erkennen:
Tank unter Maximaldruck.
Sie geht auch wieder auf Null zurück, sobald der Druck wieder abgebaut wird:
Tank gefüllt, ohne Überdruck.
Wer solche Tanks auch haben möchte: Kurze PN an mich…
Zunächst werden alle Kontaktstellen von Aluteilen im Tank angeschliffen (Scotch Brite wirkt Wunder) und danach gründlich mit Aceton gereinigt.
Das folgende Prozedere muss aufgrund der Topfzeit des Dichtmittels zügig erfolgen, deshalb eine Hilfe besorgt (der Sohnemann muss herhalten). Des weiteren schon den Bohrer zum Ausbohren von Nieten bereitgelegt, man weiß ja nie…
Als Dichtmittel verwende ich Flamemaster CS 3204 B2, das ist derzeit praktisch das einzige, zu einem sinnvollen Preis in Europa erhältliche Dichtmittel. Es ist äußerst tixothrop, läuft an senkrechten Flächen definitiv nicht ab. Leider riecht es ziemlich stark, also auf gute Lüftung achten!
Danach die Kontaktstellen mit Maler-Abdeckband abgeklebt und mittels Squeegee mit dem Dichtmittel beschichtet. Dies erlaubt eine klar definierte und einheitliche Schichtdicke mit sauberen Kanten:
Auftragen des Dichtmittels (I).
Danach Baffles, Flansche und alle anderen Durchdringungen ordentlich abgedichtet und mit Becherblindnieten vernietet. Saugleitung, Entlüftungsleitung und Rücklauf angeschlossen und deren Fittings festgezogen.
Abdichtung des Anschlussbereichs. Baffle vernietet.
Das ETFE-isolierte Kabel für die kapazititve Füllstandmessung wird durch Ausschnitte in den schwarzen Heyco-Durchführungen gezogen und um die Rücklaufleitung gewickelt, damit es nicht durch Abrieb am Metall beschädigt wird. Vor dem Verschließen des Tanks wird die Isolation gegen den Tank selbst (> 20 MΩ) bzw. der elektrische Durchgang vom BNC-Stecker bis zu den Sensorplatten geprüft.
Befüllseite vernietet.
Die Tankunterseite bekommt ringsherum eine dicke Raupe aus Dichtmittel. Danach wird die Tank-Oberseite ebenfalls mit dem Dichtmittel beschichtet und dann mit Hilfe des Sohnemanns aufgelegt, mit Cleckos fixiert und vernietet:
Oberseite mit Dichtmittel.Becher-Blindnieten gesetzt.
Danach nur noch Nieten anziehen (2-3 defekte nochmal ausbohren und neu setzen), abwischen, und schon ist das Wunder deutscher Ingenieurskunst fertig:
Damit die Nieten einwandfrei passen, werden alle Bauteile (Baffles, Endflansche, Drain- und Befüllstutzen im Zusammenbau verbohrt.
Einige Kleinteile waren noch herzustellen (u.A. U-Scheiben aus Alu, Haltewinkel für Entlüftung, Verdrehsicherung für den Entnahmestutzen). Die Saugleitung musste noch gebogen, gebördelt und mit Finger Strainer verbunden werden – das ganze Spiel natürlich x 2 wegen der rechten/linken Tragfläche.
Alle Löcher für die Nieten auf der Ober- und Unterseite werden gesenkt (dimpeln wäre bei 1 mm Materialstärke eine ziemliche Strafarbeit, außerdem ist die Festigkeit auf die gesenkte Verbindung berechnet).
Dann die ganze Baugruppe zur Abnahme zum Prüfer befördert.
Der 1. Versuch, geschweißte Flächentanks herzustellen, ist grandios gescheitert. Die sind krumm und schief geworden – der Schweißer hat wohl noch nie dünnes Alu geschweißt. Aber das ist ja nicht das erste Mal, das etwas schiefgeht…
Also neuer Versuch mit kpl. anderer Konstruktion, diesmal aus gelasertem AW 6061, genietet und mit Dichtmasse. Das ganze Konstrukt ist 1,4 m lang und fasst pro Seite ca. 22 l. Die vier Baffles sollen den Tankinhalt am im Schiebezustand am herumschwappen hindern und werden mit Becherblindnieten befestigt. Die Füllstandmessung erfolgt über kapazitive Geber (ähnlich der RV-7).
Erste Unterseite mit Hilfe des Sohnemanns, etlichen Clecos und Blechklemmen passgenau gebohrt (sorry, das Bild ist etwas unscharf):
Erste Tankunterseite gebohrt.
… und: Nein, man kann nicht genug Clecos haben (gleich welche nachbestellt).
Hergestellt. An den Hilfsholmen werden die Flaperons angeschlagen. Sie bestehen aus mehreren Lagen Sperrholz, die mit Oregon Pine-Leisten längs verstärkt sind. Aufgrund der Geometrie ist die Verklebung jeder Längsleiste ein einzelner Arbeitsschritt:
Verklebung der Längsleiste am Hilfsholm.
Dazwischen werden noch kleine Klötzchen aus Buche eingeklebt, auf denen später die Beschläge verschraubt werden:
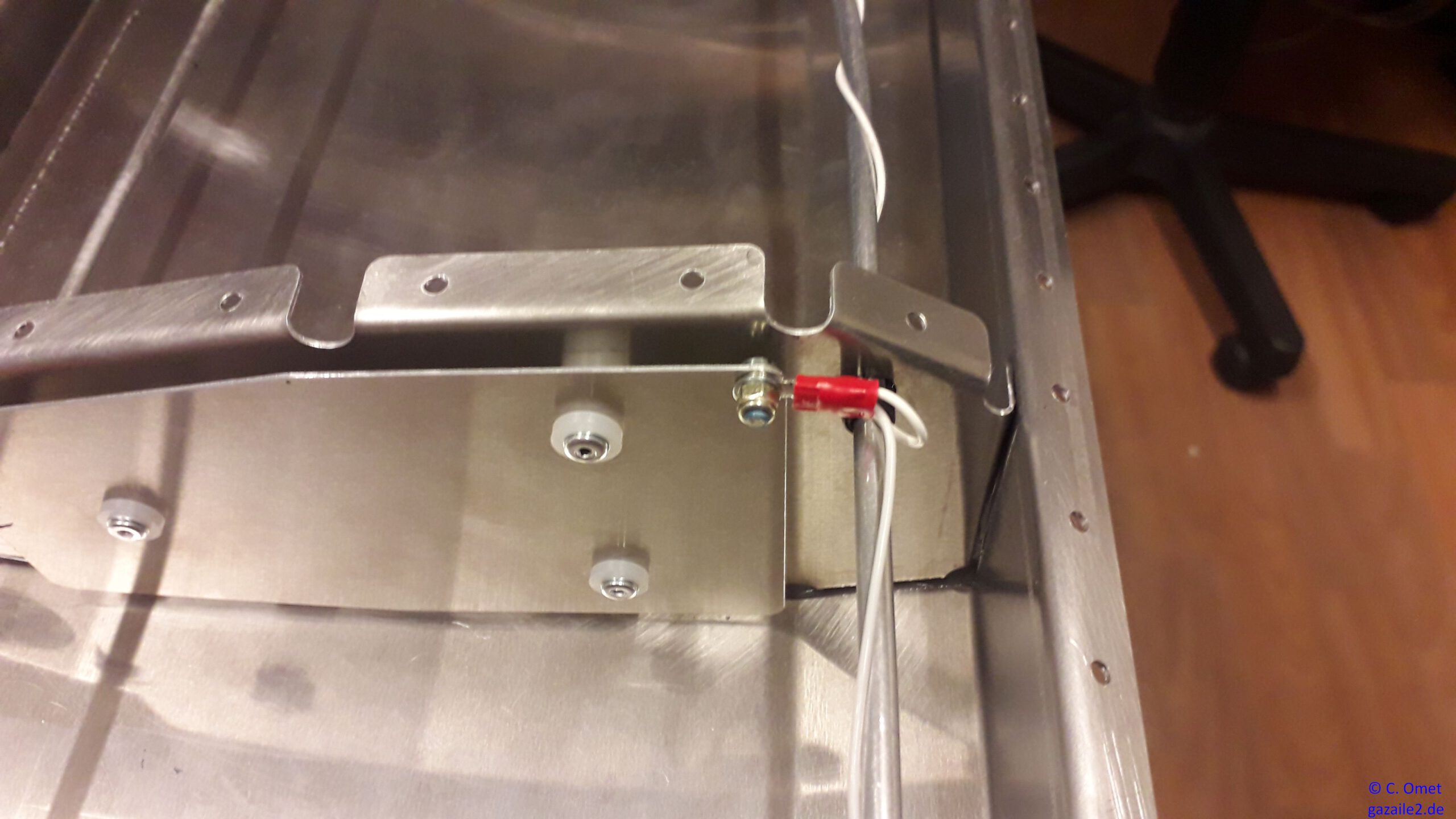
Da die Seilführung von den Ruderpedalen zum Seitenruder je nach Ausschlag am C9 schaben kann, hat Mario hier Umlenkrollen eingebaut (Sprenger Micro XS Einlassblock). Der war mir etwas zu schwer, außerdem ist der eigentlich für 4 mm Seil gedacht und hat dementsprechend (zu) viel Spiel für meinen Geschmack. Weiterhin hat das Kugellager keinen Käfig (die Kugeln laufen noch nicht einmal in einer Rille). Also: Alles mal neu machen…
Umlenkrolle C9.
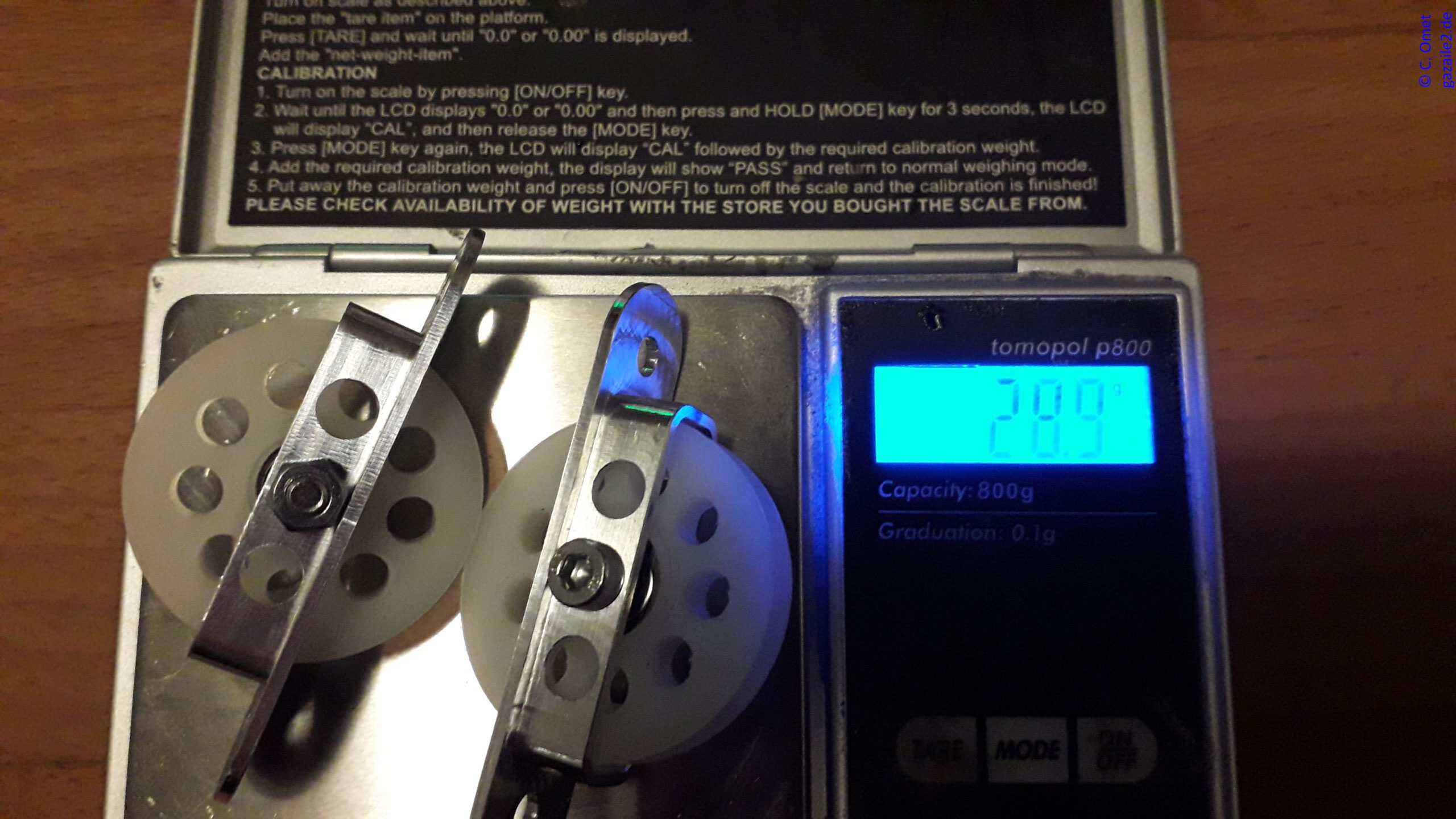
Gewicht Umlenkrollen C9.
Knapp 30 g für zwei Umlenkrollen -> passt.
… nur noch zum Prüfer und dann einbauen!
Gaz'aile 2 / Omet (#344)
Hinweispflicht zu Cookies
Webseitenbetreiber müssen, um Ihre Webseiten DSGVO konform zu publizieren, ihre Besucher auf die Verwendung von Cookies hinweisen und darüber informieren, dass bei weiterem Besuch der Webseite von der Einwilligung des Nutzers
in die Verwendung von Cookies ausgegangen wird.
Der eingeblendete Hinweis Banner dient dieser Informationspflicht.
Sie können das Setzen von Cookies in Ihren Browser Einstellungen allgemein oder für bestimmte Webseiten verhindern.
Eine Anleitung zum Blockieren von Cookies finden Sie
hier.