(ohne Bild) beweglicher Teil des Seitenruders ebenfalls beidseitig beplankt, Endleiste gemäß Angabe auf ca. 1,6 mm heruntergeschliffen.
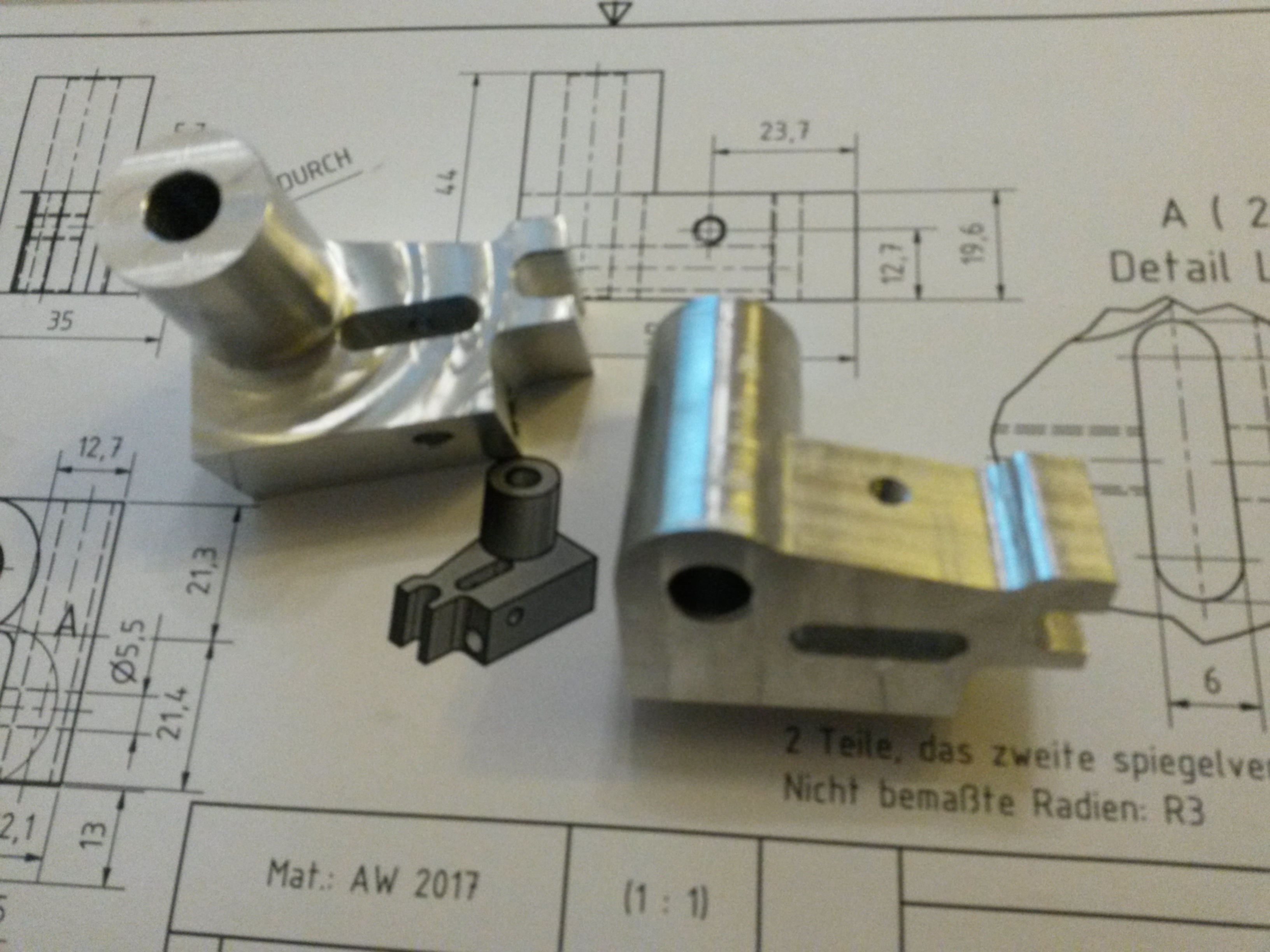
Nach mehreren Fehlschlägen, die AW2017/7075-Beschläge mit normalem Kfz-Korrosionsschutz (inkl. Washprimer) zu versehen, die sichere Alternative gewählt und zum Eloxieren gegeben. Das Ergebnis ist klasse, man kann sogar genau erkennen, was AW2017 (weißlich) und was AW7075 (gelblich) ist.
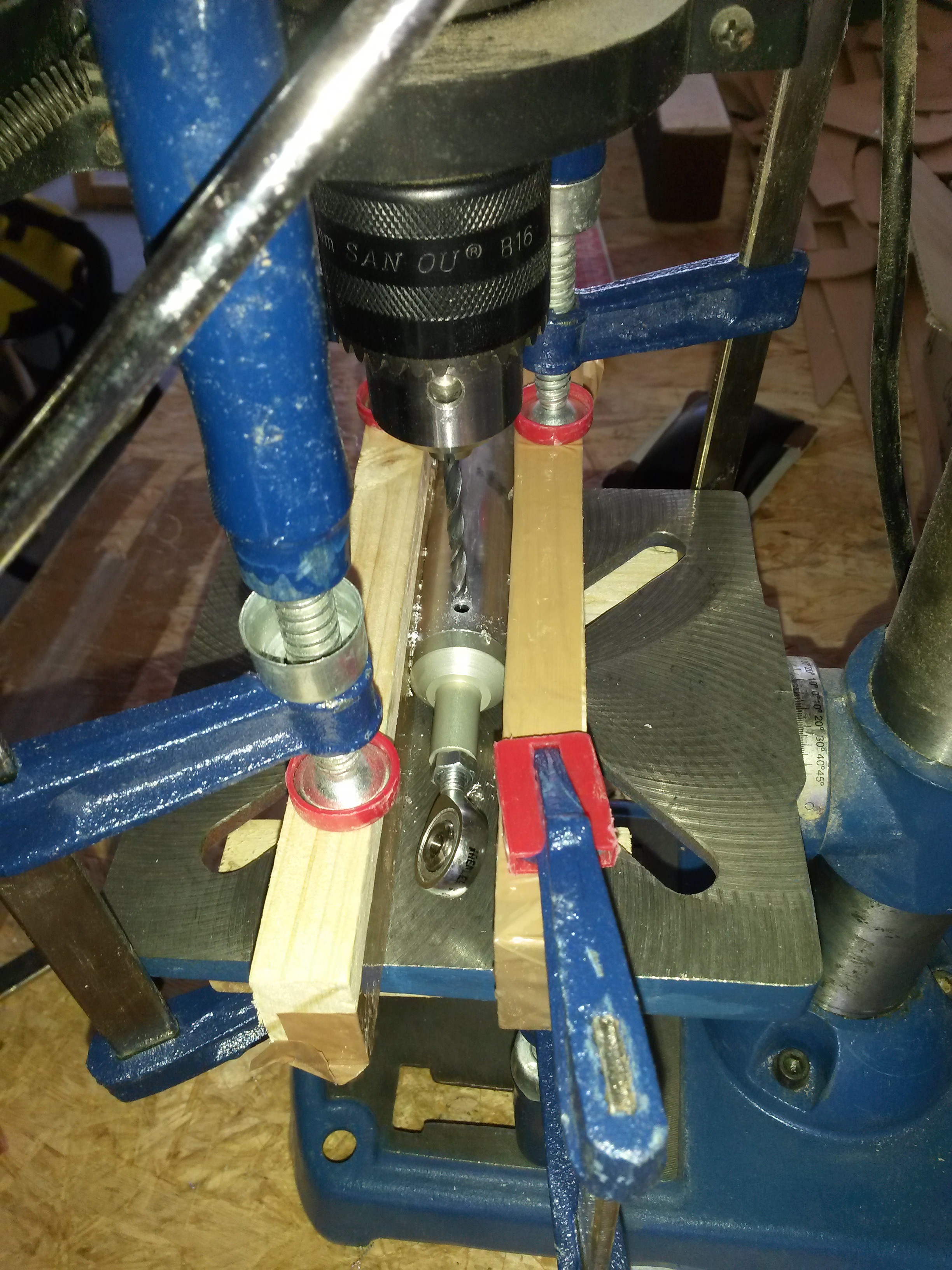
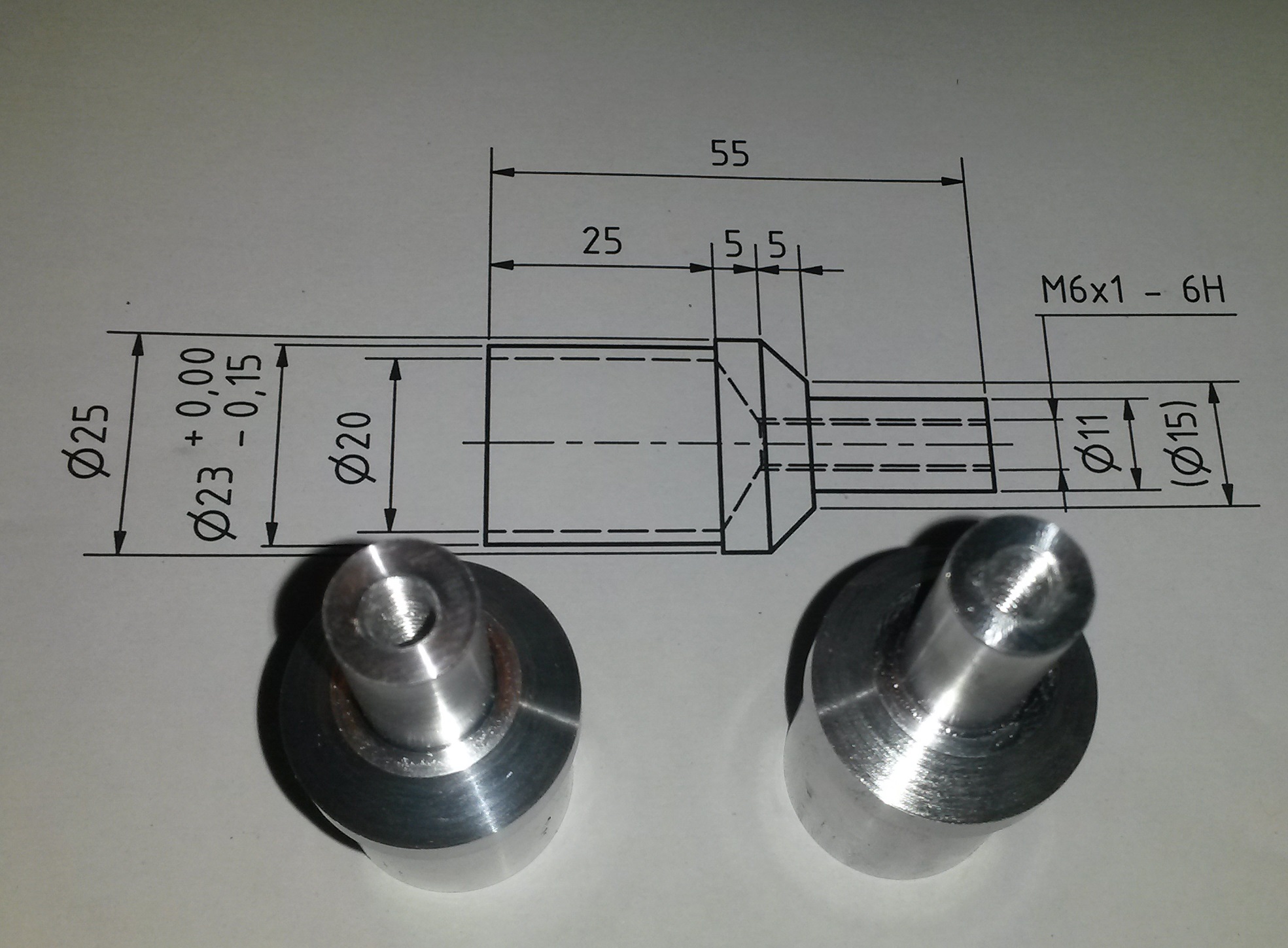
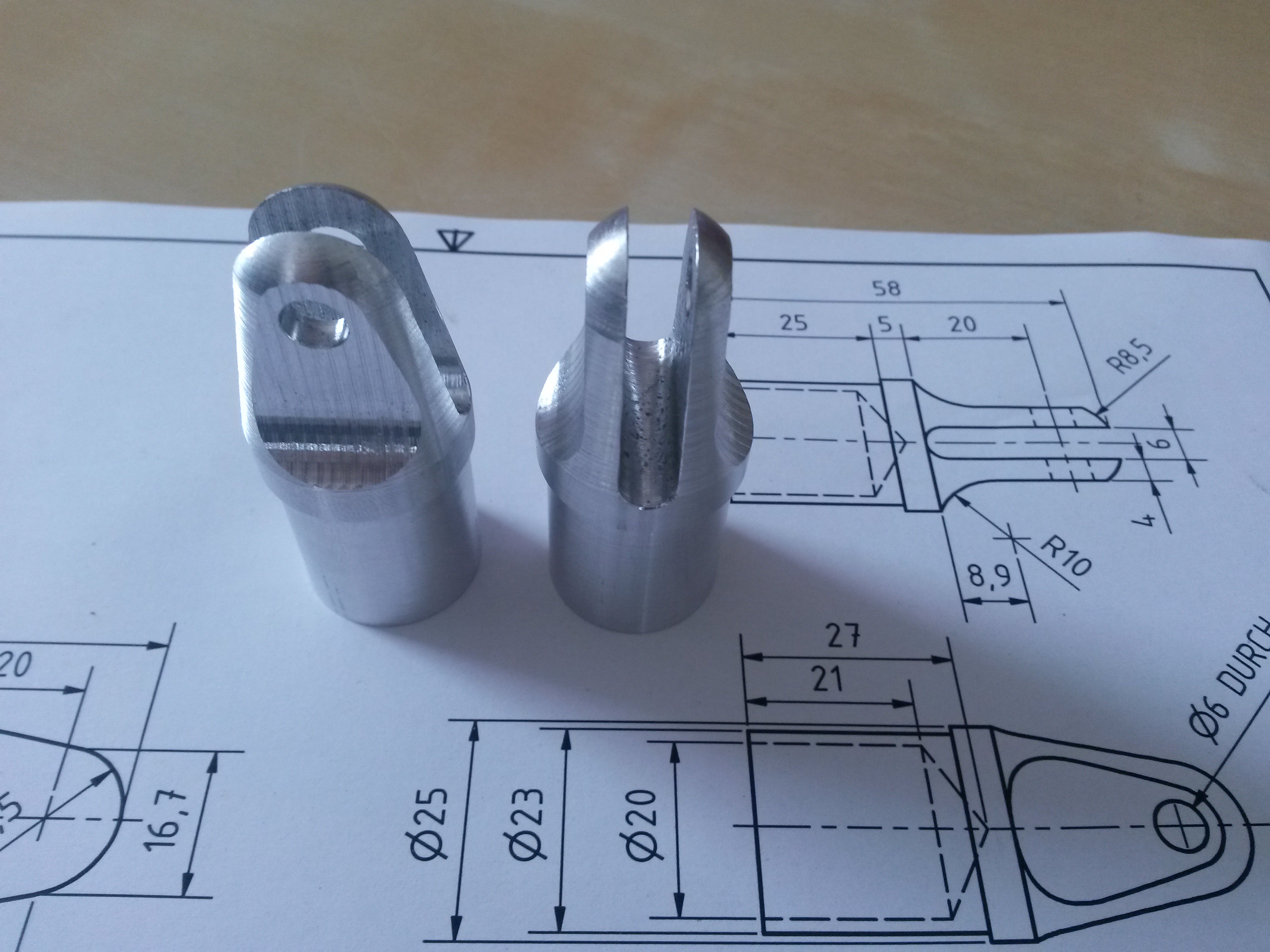
Dann eine Aufnahme für den Ringverstemmer (nach Bibel) an meine 500kg-Hebelpresse hergestellt. Die GE6-UK-Gelenklager werden in die K6-Passungen gepresst (einfaches Werkzeug, rechts) und dann mit dem Ringverstemmer verstemmt (Werkzeug links, nach Bibel Aussendurchmesser 16 mm). Das Ergebnis ist sehr gut, durch das Spezialwerkzeug entstehen im Gegensatz zum gern verwendeten Körner keine Spannungsspitzen im Material – und die Lager sitzen Bombenfest:

Beschläge, mit Gelenklager versehen.

Detail der Verstemmung.