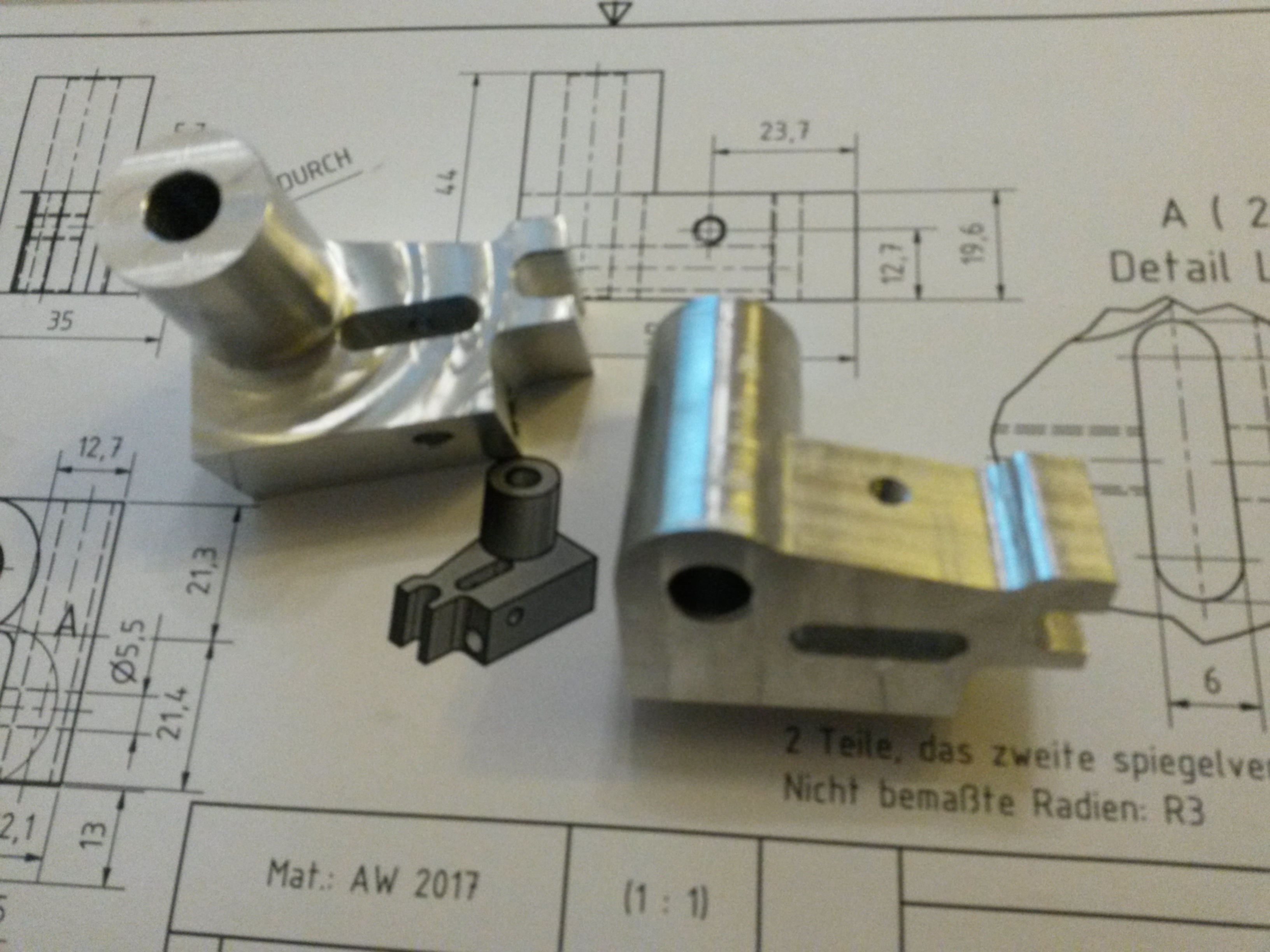
Die zwei noch fehlenden Gegenplatten für das Fahrwerkslager mittels CNC-Fräse aus 6 mm dickem AW 2017 hergestellt:

Gegenplatten Fahrwerkslager.
Dann die Fahrwerksschwinge auf Maß gekürzt (=1 Stichsägeblatt stumpf) und angefangen, diese in Form zu feilen. Dabei festgestellt, dass die Dicke der Schwinge an fast allen Stellen nicht ausreicht. Dementsprechend weitere Lagen 600 g/m² UD-Glasgelege auflaminiert und mittels Abreissgewebe zum trocknen verpresst:

Auflaminieren Glasfaser.
Danach die Fahrwerksschwinge erneut in Form geraspelt/gefeilt/geschliffen (=1 x Raspel Hieb 2 stumpf). Ich sage nur: Kleine, feine, fiese Glasfasern! :-/
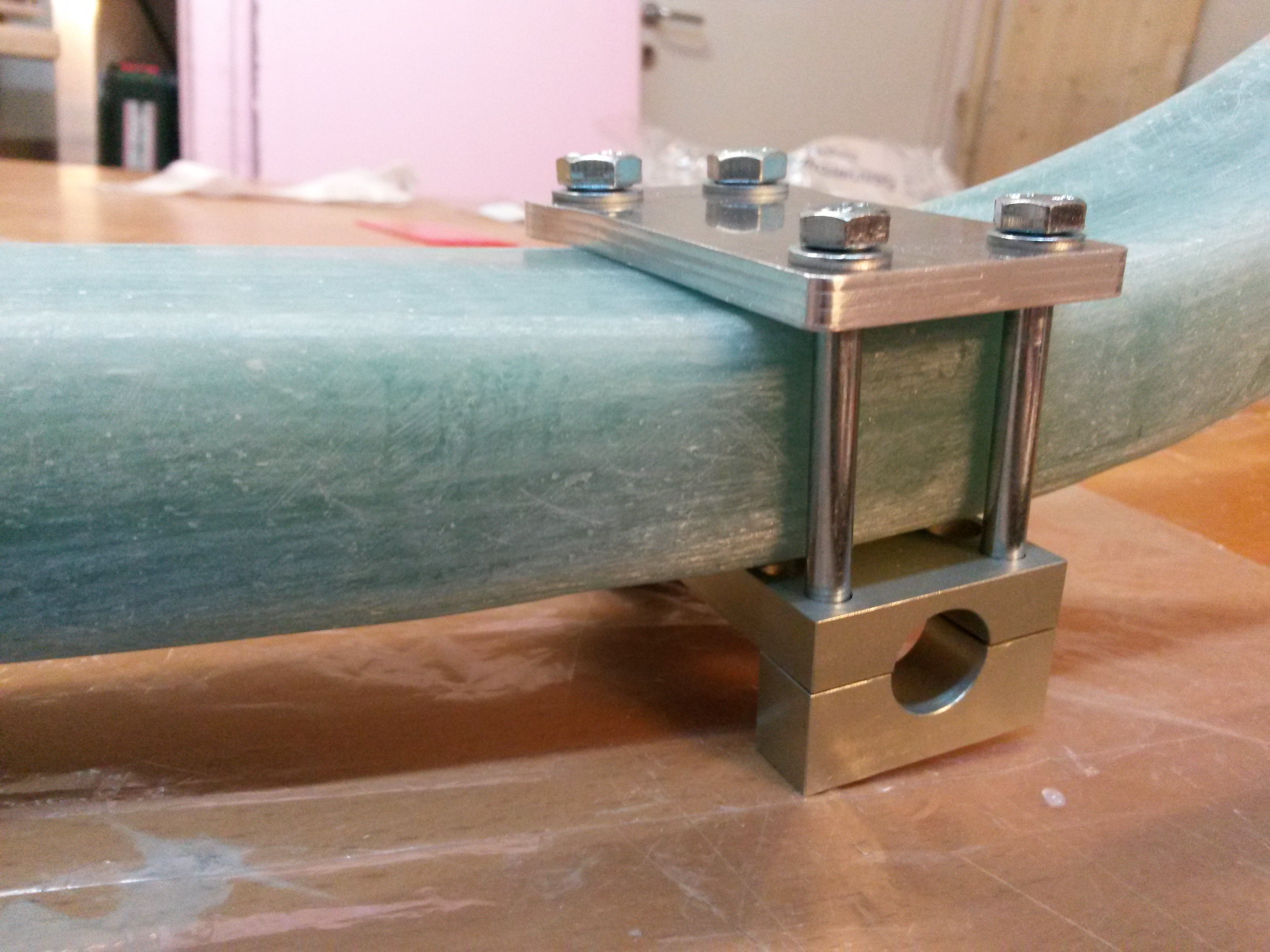
Danach Anprobe, ob die Fahrwerkslager passen:

Passt!
Da positiv mit ~2 mm seitlichem Spiel, schließlich den Kohlefaserschlauch D=90 mm x 45° aufgelegt, eingeharzt und anschließend wieder mit Abreissgewebe verpresst:

… und Socke drum!