… ein „Angstteil“. Nach Anfragen an diverse Blechbearbeiter doch dazu entschlossen, die verd… Dinger aus 1,5 mm 25CrMo4-Blech selbst herzustellen. Dazu zunächst zwei Stück Ausschuss produziert, bis ich den Dreh mit den zwei Kanten raushatte. Für Nachahmer:
- Bohrungen auf Grundplatte anbringen, Außenkontur ausfräsen. An der Ecke, wo sich die zwei Biegelinien kreuzen, mit Ø4,5 mm aufbohren.
- Biegelinien mit Blei- oder Filzstift anreißen.
- Das kleine Ohr 90° (genau auf Biegelinie) abkanten. Dazu im Schraubstock mit Alubacken einspannen (Kanten der Backen mit R=1,5 mm abrunden!) und mit einem 5 kg-Hammer und Hartholzunterlage das Blech Stück für Stück umlegen.
- Kontrollieren, ob die lange Seite noch passt, ggf. leicht abfeilen, damit Sie beim Umlegen nicht mit dem bereits umgelegten kleinen Ohr kollidiert (eine evtl. entstehende Lücke wird später mit Schweißgut gefüllt).
- Die lange Seite 96° (genau auf Biegelinie) abkanten.
- Die Bohrungen der langen Seite anbringen.

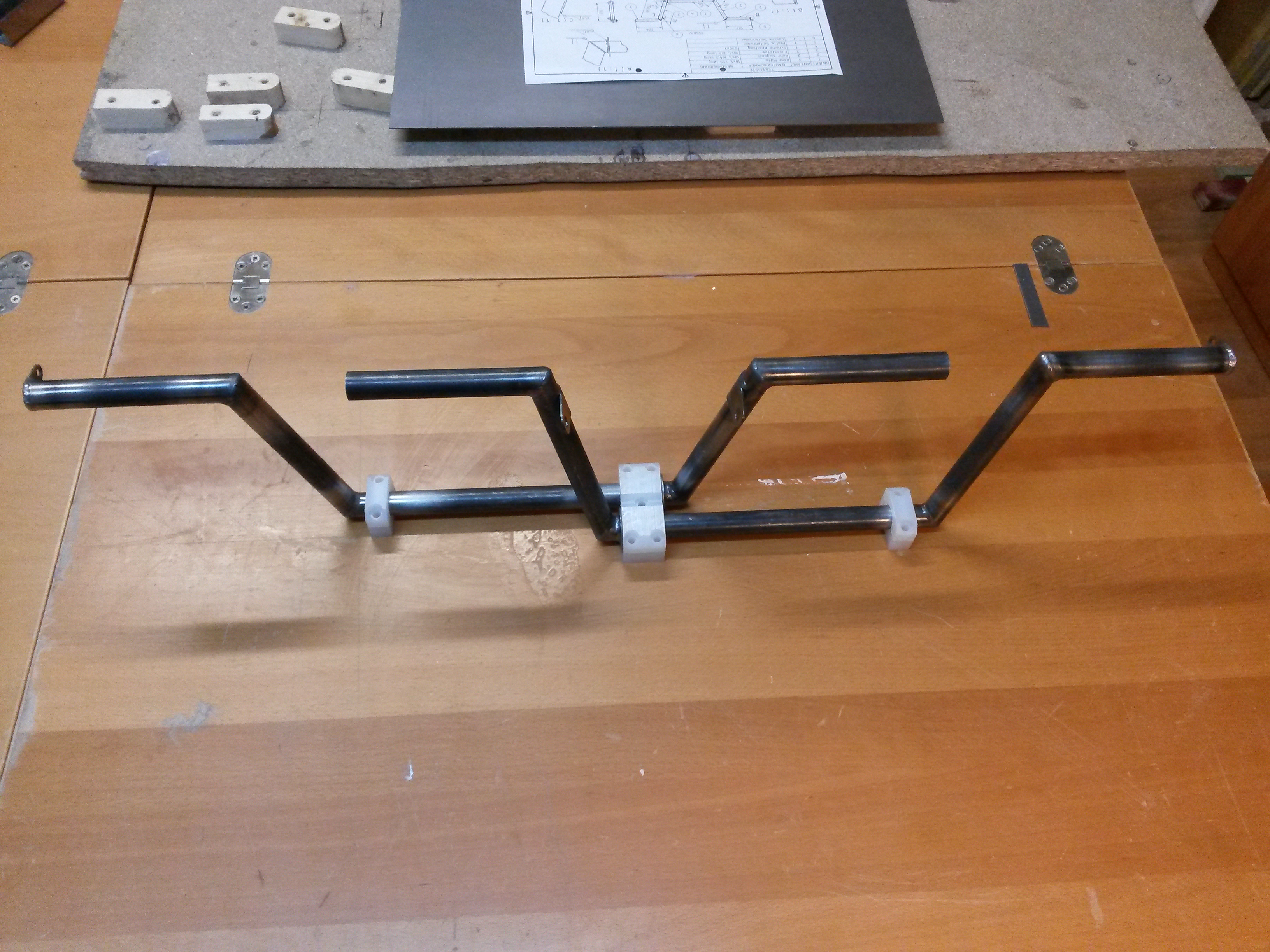
Beschläge vorne bereit zum Schweißen.
Da hat sich die CNC-Fräse mal wieder gelohnt. 1x programmieren, im 4er-Nutzen fräsen (na gut, bei Schritt 6 jedes Teil für sich) 🙂
Aufpassen beim Abkanten: Zwei Stück sind spiegelverkehrt herzustellen…
Trick zum Überbiegen (bzw. auf genau 90° biegen): Das Material federt ca. 8° zurück. Um den 90°-Winkel auf einem normalen Schraubstock hinzubekommen, einfach Nägel mit abgezwicktem Kopf an der Biegekante unterlegen und einmal kräftig mit dem Hammer + Holzunterlage draufschlagen.