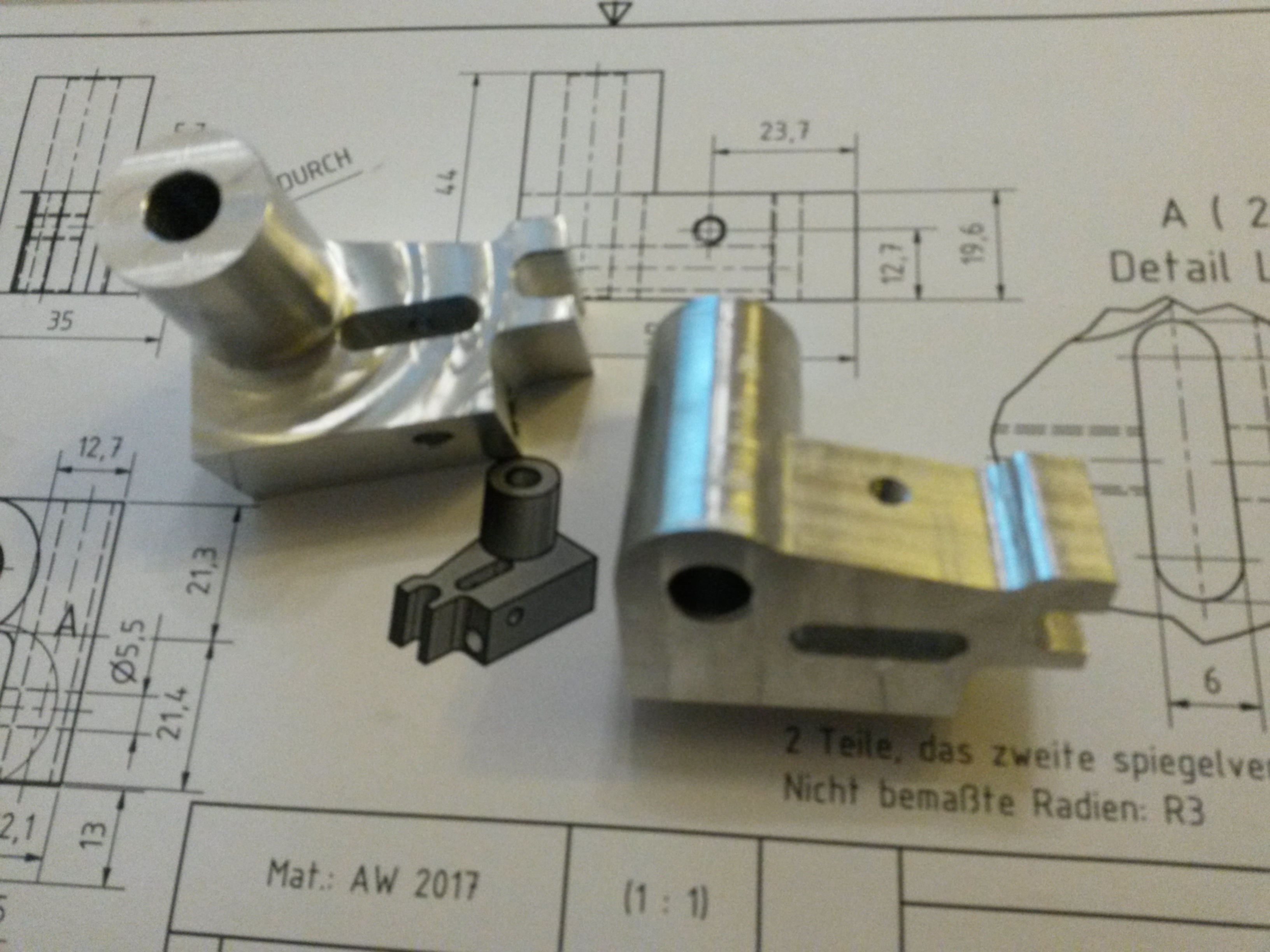
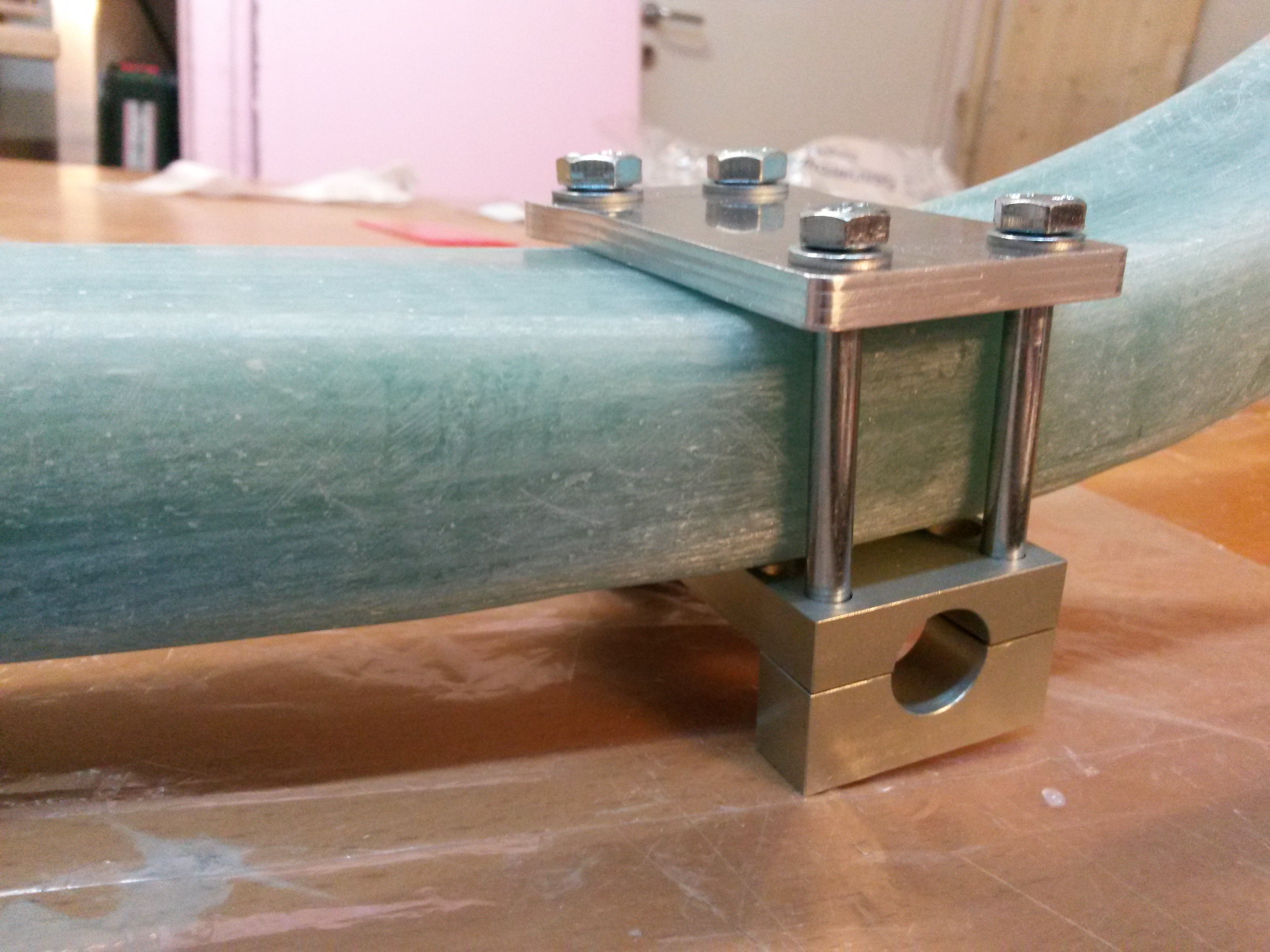
Den Umlenkhebel für die Trimmung habe ich dank CNC-Fräse als monolithisches Teil aus dem Vollen (AW 7075) hergestellt, somit spare ich mir
- die zwei über das Bronzelager geschobenen Aluhülsen,
- 2 Nieten und
- das Lagerteil,
was einige Gramm Gewichtsersparnis bedeutet. Hat außerdem den netten Nebeneffekt, deutlich steifer als die originale Konstruktion zu sein.
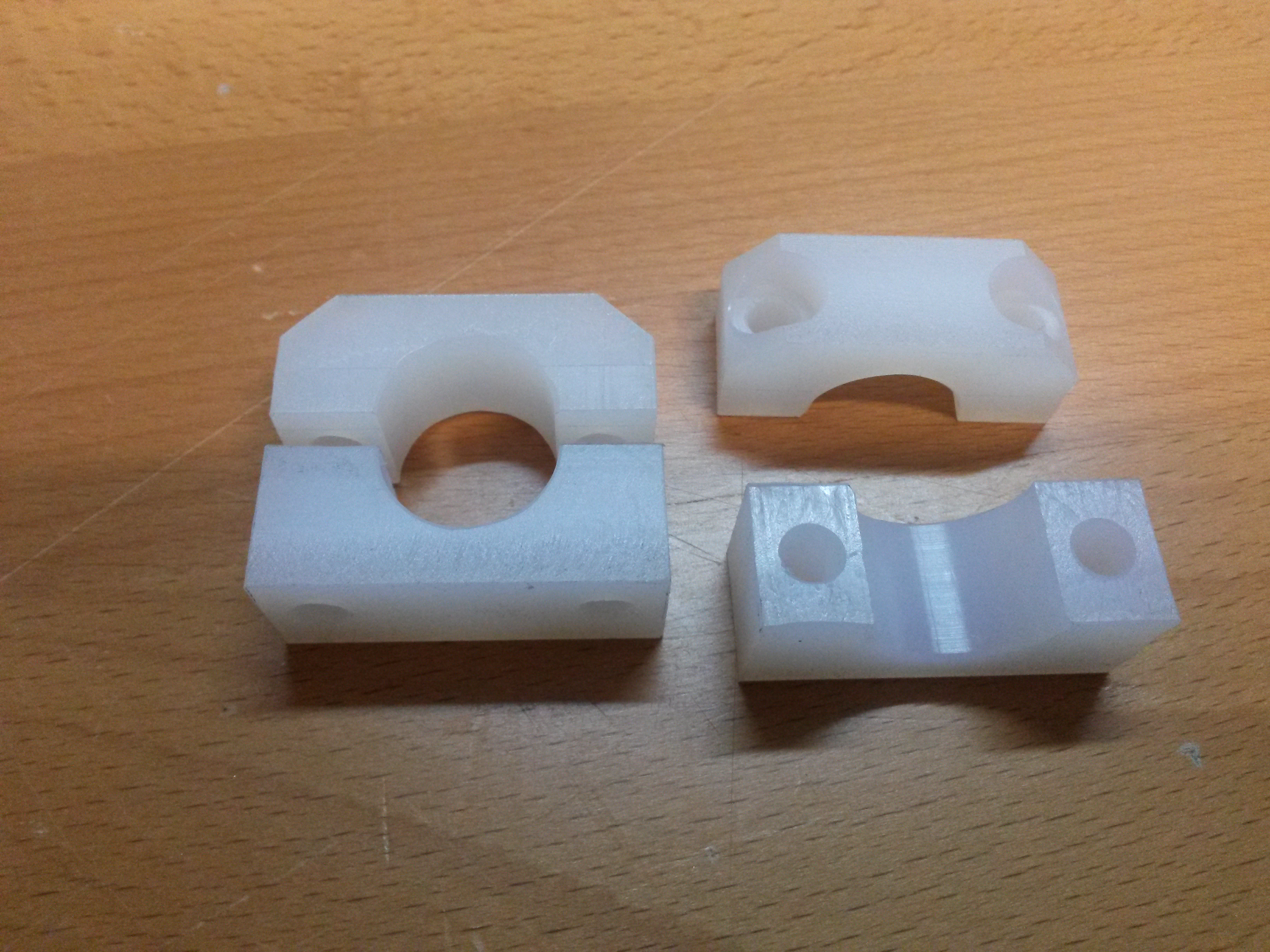
Für den winzigen U-förmigen Halter (ebenfalls AW 7075) habe ich übrigens 4 (!) Anläufe gebraucht (3 Aufspannungen, 9 Werkzeugwechsel, da kann so einiges schief gehen – vor allem mit den Nullpunkten…).

Umlenkhebel Trimmung.