Zunächst den HLW-Holm auf der Säulenbohrmaschine durchbohrt. Beschlag Gegenseite passt sehr gut (kein nachfeilen nötig gewesen).
Dann die Schubstange für das HLW abgelängt . Dazu den HLW-Holm zunächst mit 2° Einstellwinkel fixiert, danach bei senkrecht stehendem Umlenkhebel mit Hilfe einer Maurerschnur die notwendige Länge bestimmt. Dann mit Metallkleber (Liqui Moly Buchse und Lager) verklebt …

Metallkleber.
… mit Vorrichtung mittig verbohrt…
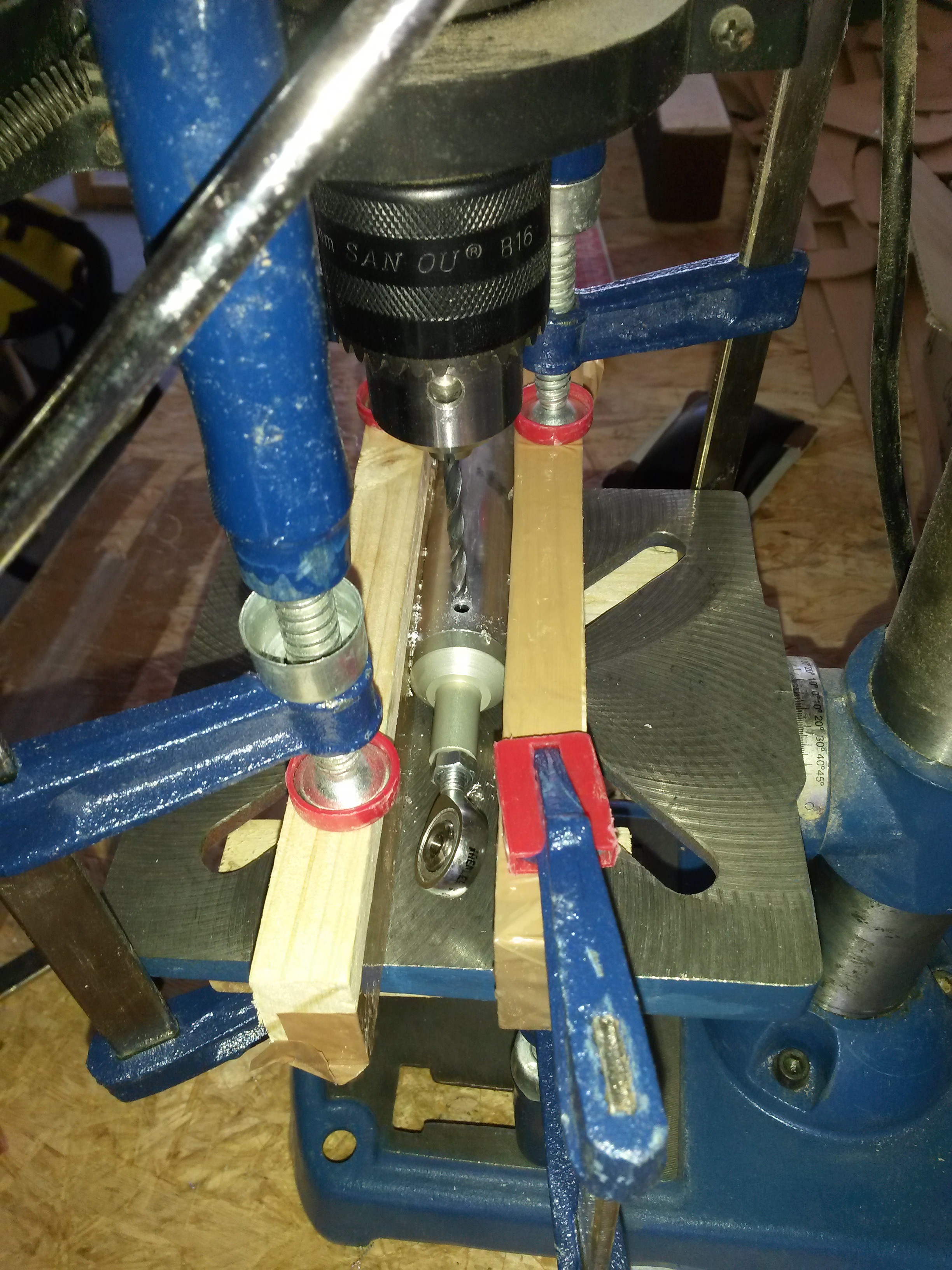
Bohr-Fixierung.
… und mit Blindnieten DIN 7337 endgültig verbunden:

Hülse, fertig mit Schubstange verbunden.
Nebenkriegsschauplätze (ohne Bilder):
- Angefangen, die aus C0 nach vorne herausstehenden Leisten zu versäumen.
- Die Dreiecksleisten unter das Seitenruderlager C9B geklebt.
- Aussparungen für die HLW-Schubstange in C9B und C10 gefeilt.
- Die Ausrichtung der Spanten, der Seitenleitwerks-Dämpfungsflosse sowie dem HLW-Holm mit Kreuzlinienlaser überprüft; stimmt soweit alles.


















