Als Luftsportbegeisterter beschäftige ich mich seit ich 12 bin, mit der Modellfliegerei. Später erfüllte ich mir mit 18 meinen Traum vom Selberfliegen mit dem PPL-B (Motorsegler). Nun, zum Jahreswechsel 2013/2014, geht es mit dem eigenen Flugzeug weiter!
… das hat 3 Versuche gebraucht, bis es wirklich so „krumm“ war, wie gewünscht… dafür ein schönes Biegewerkzeug für meine Presse hergestellt:
Biegematritzen.
Damit lässt sich spielend ein definierter Radius bei minimaler Wellenbildung des Rohres erzielen (überbiegen lt. Tabellenwerke beachten). Bei Anwendung das Schmiermittel (Seife) nicht vergessen…
Dann Kühlwasserrohr die Enden mit Marios Spezialwerkzeug aufgebördelt (Danke!) – Fotos folgen noch.
Kurzfassung von etlichen Wochen Arbeit: Alle noch fehlenden Beschläge für die Tragflächen und Klappen aus AW 7075 hergestellt, erfolgreich vom Prüfer abgenommen und eloxiert.
Die Streben und Lagerteile für die Flaperons habe ich neu konstruiert, mit richtigem Profil versehen und dann mittels FEM auf Festigkeit berechnet. Alle Teile sind damit leichter, aerodynamischer, steifer und stabiler als die vom Konstrukteur vorgeschlagenen Teile.
Dann ebenfalls aus AW 7075 gefräst (auf meiner CNC-Fräse in eine spezielle Vorrichtung eingespannt und beidseits mit großem Radiusfräser abgezeilt). Das abschließende Polieren nahm noch einmal einige Zeit in Anspruch (Dank an Mario für die Poliermaschinen).
Lager Flaperons.
Auf den zwei Teilen unten rechts kann man erkennen, wie diese später verbunden werden.
Jetzt muss zuerst Platz in der Werkstatt geschaffen werden. Dazu muss ich im Rumpf:
Bugradanlenkung (mit Seilen und Pedalen) komplettieren,
… aus 1,5 mm AW2017 gebogen und anschließend auf der CNC-Fräse gebohrt und gefräst. Pro Tragfläche braucht’s davon 8 ST, mal wieder eine ordentliche Serienfertigung:
Beschläge für Flaperon-Befestigung.
Edit: Die passenden Gegenstücke ebenfalls auf CNC-Fräse gebohrt und gefräst (im Nutzen, 4 Lagen übereinander). Die meiste Zeit hat das Entgraten benötigt…
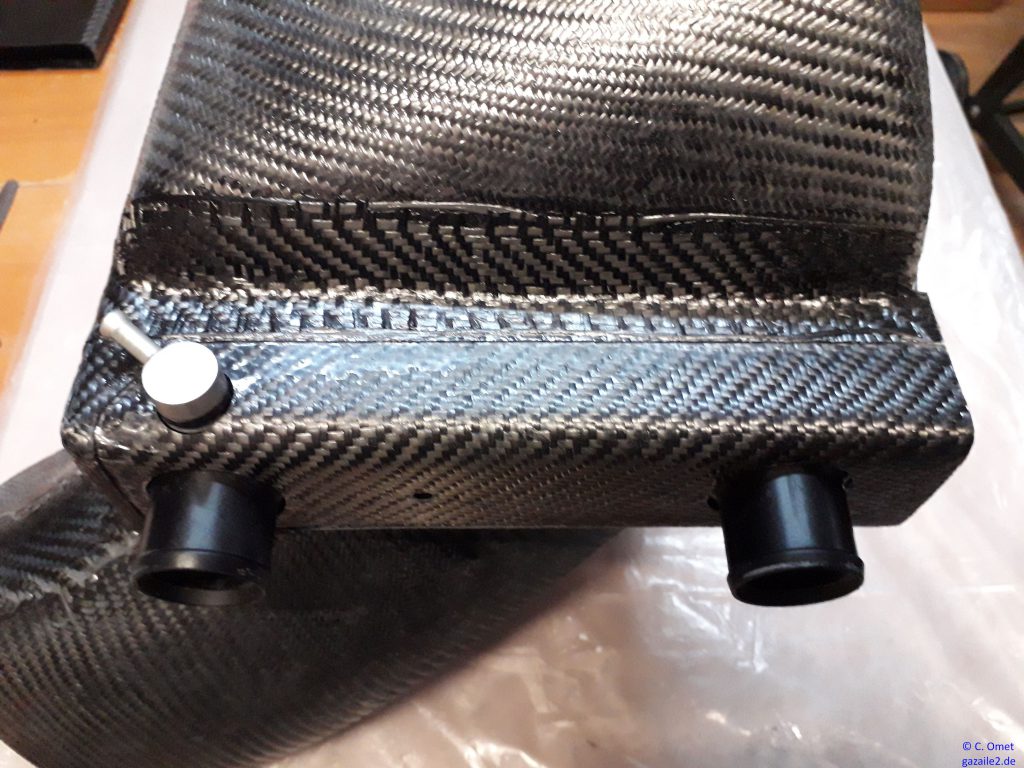
Die seitlichen U-förmigen Ummantelungen des Kühlers auf einfacher Schaumstoffform hergestellt (mit Paketklebeband als Trennfolie), mit jeweils 105 g/m² Glasfaser sowie 200 g/m² Kohle laminiert, an die Kühlerzu- und Abluft angepasst und damit verklebt.
Die (in Flugrichtung) linke Seite der Ummantelung hat eine verschiebbare, zweigeteilte Form mit Flansch bekommen, damit der Kühler sich nach wie vor aus- und einbauen lässt, ohne die Flex ansetzen zu müssen:
Trennlinie.
Kühler passt…
…saugend!
Zu guter Letzt noch eine Abdeckleiste für den Kühler in Richtung Passagiere hergestellt. Diese enthält eine 3 mm starke Schaumstoffeinlage, um sie steifer, aber nicht schwerer zu machen (erkennbar an der Wölbung):
Hinterer Abschluss.Ummantelung fertig!
Fehlen jetzt nur noch die Verschlüsse, welche die Ober- und Unterseite der Kühler-Luftführungen aufeinanderpressen und die Abdeckleiste festhalten. => Ab damit in den Rumpf.
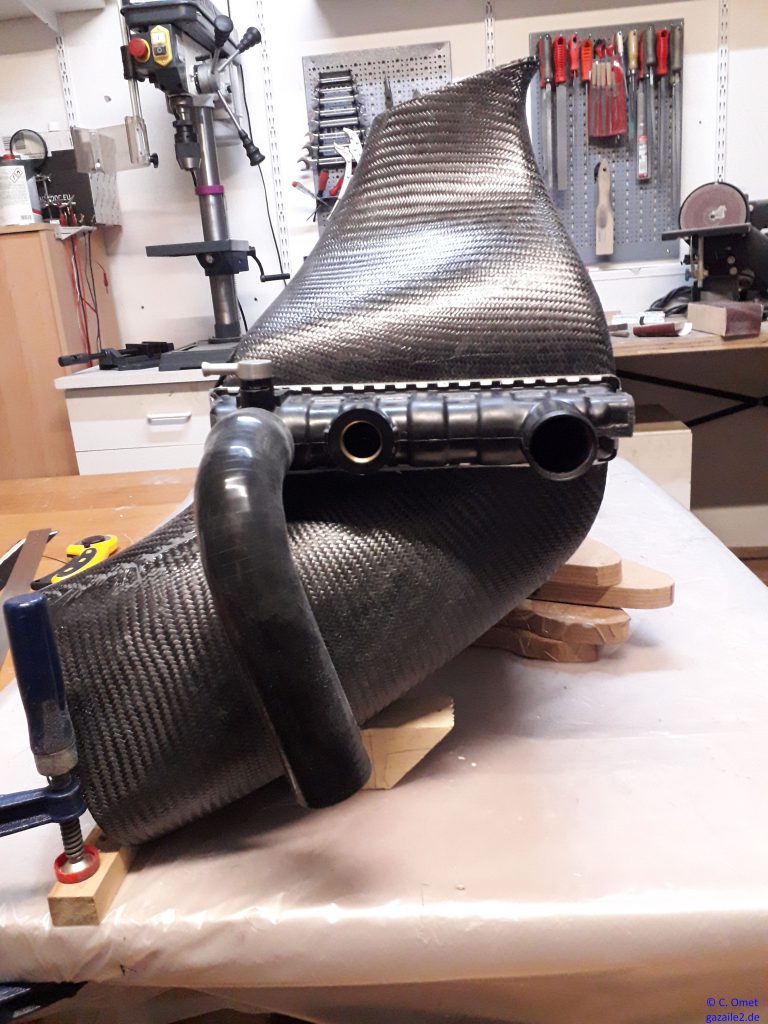
Da die originale Form der Abluftführung natürlich mal wieder nicht passt, eine eigene Form hergestellt. Darauf je eine Lage 105 g/m² Glasfaser und 200 g/m² Kohlefaser laminiert (jeweils Köperbindung, die lässt sich hervorragend auch um schwierige Konturen legen). Anschließend das Ganze mit Microballongefülltem Harz an den Kühler angepasst und mit der bereits hergestellten Kühler-Zuluftführung an der Vorderseite verklebt:
Kühler-Zuluftführung (unten) und Abluftführung (oben).
Im Profil kann man gut die bereits in die Form integrierte Ausrundung am oberen Ende erkennen. Diese dient zur strömungsgünstigen Führung der Abluft:
… endlich geht wieder etwas weiter… die Entspannungspause über Weihnachten, Neujahr und ein weiteres Projekt haben etwas länger gedauert.
Jetzt ist das Thema erst einmal wieder vorbei, weiter geht es mit den Beschlägen für die kombinierten Klappen/Querruder. Diese werden aus 1,5 mm starkem AW2017 hergestellt. Zum Glück hab‘ ich die CNC-Fräse, da fallen die Teile für Mario’s Gaz’aile2 auch gleich mit ab.
Das Seil bzw. die Kauschen für die Bugradanlenkung sollen nicht auf anderen Metallteilen scheuern. Dafür habe ich einen kleinen Seilabweiser aus PA 6.6 (2 mm stark) hergestellt, der auf einem kleinen, leichten AW2017-Halter (1,5 mm stark) festgenietet wird:
Seilabweiser.
Das Ganze wird künftig am Brandspant C0 seinen Platz finden.
Gesamtgewicht inkl. Nieten: 21 g.
Gaz'aile 2 / Omet (#344)
Hinweispflicht zu Cookies
Webseitenbetreiber müssen, um Ihre Webseiten DSGVO konform zu publizieren, ihre Besucher auf die Verwendung von Cookies hinweisen und darüber informieren, dass bei weiterem Besuch der Webseite von der Einwilligung des Nutzers
in die Verwendung von Cookies ausgegangen wird.
Der eingeblendete Hinweis Banner dient dieser Informationspflicht.
Sie können das Setzen von Cookies in Ihren Browser Einstellungen allgemein oder für bestimmte Webseiten verhindern.
Eine Anleitung zum Blockieren von Cookies finden Sie
hier.